Setelah membaca artikel ini Anda akan belajar tentang:- 1. Pengantar GTAW 2. Sirkuit dan Set-Up untuk GTAW 3. Desain Sambungan 4. Aplikasi.
Pengantar GTAW:
Ide penggunaan elektroda non-consumable dengan perisai gas inert untuk pengelasan pertama kali dipertimbangkan pada awal tahun 1920. Namun, paten pertama untuk penggunaan elektroda tungsten dengan perisai argon atau helium dilaporkan dikeluarkan di Amerika Serikat pada tahun 1930. Karena inert ini gas itu mahal sehingga pemikiran untuk mengembangkan peralatan untuk penggunaan proses secara teratur tidak terbentuk sampai awal 1940-an ketika tekanan Perang Dunia Kedua memaksa para insinyur untuk mengembangkan proses pengelasan aluminium, magnesium dan paduannya.
Hal ini menyebabkan pengembangan las busur tungsten gas (GTAW), juga populer dikenal sebagai las TIG (gas inert tungsten), yang dapat berhasil mengelas hampir semua logam yang diperlukan untuk fabrikasi normal. Dengan terobosan dalam pengelasan aluminium dan magnesium, muncullah aktivitas di bidang pengelasan ini dan segera peralatan dengan sifat bervariasi diproduksi dan diteliti untuk mengatasi semua kesulitan yang dihadapi pada tahap awal pengembangan. Saat ini GTAW adalah salah satu proses yang paling mapan yang tidak hanya dapat mengelas semua logam untuk keperluan industri tetapi juga memberikan kualitas las terbaik di antara proses las busur.
Sirkuit dan Pengaturan untuk GTAW:
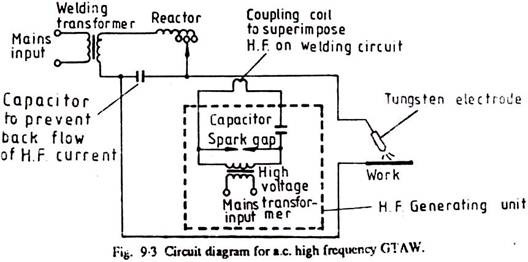
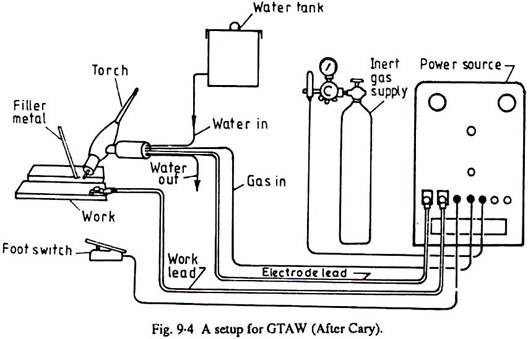
Gambar 9.3 menunjukkan diagram sirkuit untuk proses las busur gas tungsten AC, HF dan Gambar 9.4 menunjukkan fitur penting dari pengaturan GTAW. Pengaturan yang ditunjukkan juga mencakup beberapa item opsional tetapi sering digunakan seperti kabel pengisi, sakelar yang dioperasikan dengan kaki untuk mengatur arus pengelasan, dan sirkuit air pendingin. Ketika obor GTAW dilengkapi dengan sakelar di gagangnya, maka sakelar yang dioperasikan dengan kaki mungkin tidak terpasang.
Desain Bersama untuk GTAW:
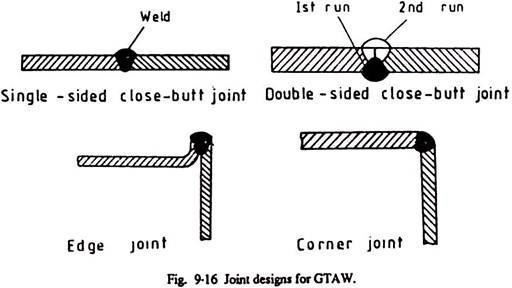
Meskipun arus pengelasan tinggi hingga 1000A, memungkinkan pengelasan logam tebal, GTAW pada dasarnya adalah proses untuk mengelas lembaran logam, pelat tipis, dan bagian kecil. Proses ini paling baik saat mengelas sambungan tumpul satu lintasan atau dua sisi, sambungan tepi atau sambungan sudut luar, seperti yang ditunjukkan pada Gambar 9.16. GTAW juga dapat digunakan untuk las sudut tetapi kurang cocok dalam hal ini karena memerlukan perawatan ekstra untuk mendapatkan fusi yang baik ke dalam akar.
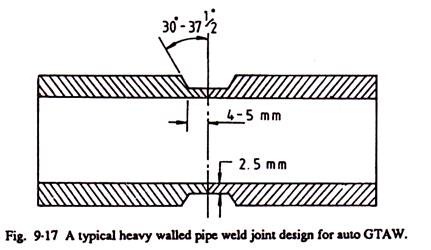
Secara umum desain sambungan untuk GTAW pada dasarnya sama dengan yang digunakan untuk pengelasan SMAW atau oxy-acetylene. Beberapa perubahan dilakukan, tetapi ini biasanya untuk mengakomodasi karakteristik khusus dari bahan yang berbeda atau untuk bahan pipa las pada posisi tetap. Salah satu sambungan yang digunakan pada pipa berdinding tebal dan dilas dengan GTAW otomatis ditunjukkan pada Gambar 9.17.
Aplikasi GTAW:
GTAW dapat digunakan untuk menyetor logam di semua posisi tetapi tingkat keahlian yang dibutuhkan sangat tinggi. Ini banyak digunakan, umumnya tanpa logam pengisi, untuk pengelasan penipuan longitudinal dari baja tahan karat berdinding tipis dan pipa tekanan baja paduan dan tabung di pabrik strip terus menerus. Dalam pipa berdinding tebal, kontrol kolam las penting terutama untuk menyimpan aliran akar. GTAW, biasanya dengan logam pengisi, sering digunakan untuk tujuan ini dalam pekerjaan pipa yang diperlukan untuk saluran uap bertekanan tinggi, pembangkit listrik, industri kimia dan petro leum.
Karena GTAW mudah dimekanisasi dan menghasilkan las berkualitas tinggi, proses ini cukup populer untuk pengelasan presisi di industri pesawat terbang, energi atom, dan instrumen. Rangka pesawat, selubung mesin jet, dan selubung motor roket adalah contoh umum penggunaannya dalam industri pesawat terbang. Pengelasan melingkar dan tepi, misalnya, sambungan penyekat kaleng sangat cocok untuk GTAW mekanis.
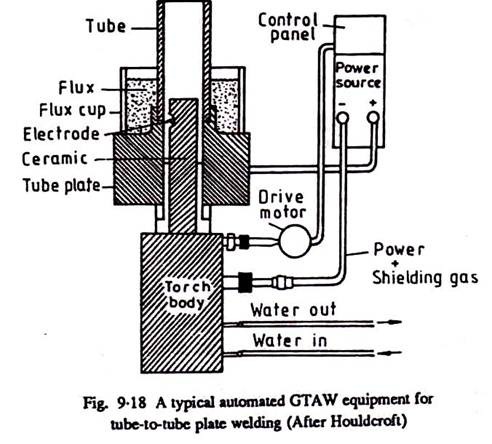
Hampir semua pengelasan tube-to-tube sheet pada penukar panas dilakukan dengan peralatan GTAW otomatis, dengan atau tanpa penambahan logam pengisi. Peralatan otomatis tipikal menggunakan mesin las dengan pena bulu putar yang dapat diperpanjang yang memungkinkan pembuatan las di dalam lubang dari muka lembaran-tabung, seperti yang ditunjukkan pada Gambar 9.18.
Pengelasan berkualitas tinggi dalam aluminium, baja tahan karat, paduan Nimonic (80/20 nikel-kromium) dan tembaga untuk digunakan di pabrik kimia, pekerjaan lembaran di mesin pesawat dan struktur juga dilakukan oleh GTAW. Ini juga merupakan proses yang sangat berguna untuk mengelas die casting dan logam yang tidak biasa serta untuk pemeliharaan dan perbaikan.
