Ada dua jenis proses pemotongan logam. Salah satunya adalah proses pemotongan miring yang ditunjukkan pada Gambar. 9.3 (b) dan yang kedua adalah proses pemotongan ortogonal seperti yang ditunjukkan pada Gambar. 9.3 (a).
Kami akan membahas hubungan gaya dalam setiap kasus di atas dalam artikel berikut:
(i) Hubungan Paksa dalam Pemotongan Miring:
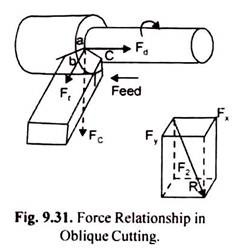
Gambar 9.31 menunjukkan proses pembubutan pada pemotongan miring. Pada pemotongan miring, mata potong utama (ab) membentuk sudut dengan arah pemakanan. Karena logam sedang dipotong harus ada gaya potong (R). Gaya potong (R) ini dapat diselesaikan dalam tiga arah yang saling tegak lurus. Oleh karena itu, hubungan gaya pada pemotongan miring bersifat kompleks dan tidak dipertimbangkan untuk analisis gaya pada proses pemotongan. Hanya proses pemotongan ortogonal yang paling cocok untuk kemudahan perhitungan dan kompleksitas yang lebih rendah.
Gaya potong (R) dalam pemotongan miring dapat diselesaikan menjadi tiga arah yang saling tegak lurus, seperti yang diberikan di bawah ini:
(a) Di arah umpan alat (F d ):
Ini adalah komponen horizontal dari gaya potong. Ini juga disebut Feed Force (F d ).
(b) Dalam arah tegak lurus terhadap arah umpan (F r ):
Itu dalam arah radial, yaitu dalam arah tegak lurus terhadap permukaan yang dihasilkan. Ini dapat dipertimbangkan karena reaksi antara alat dan benda kerja. Ini juga disebut gaya dorong dan diwakili oleh (F r ).
(c) Dalam arah vertikal (F C ):
Ini adalah komponen vertikal dari gaya potong. Ini adalah kekuatan pemotongan utama. Itu diwakili oleh (F C ).
(ii) Hubungan Paksa dalam Pemotongan Orthogonal:
Gambar 9.32 menunjukkan proses pemesinan ortogonal. Dalam proses ini, gaya potong hanya memiliki dua komponen. Satu ke arah umpan (F d ) dan lainnya ke arah pemotongan (F c ).
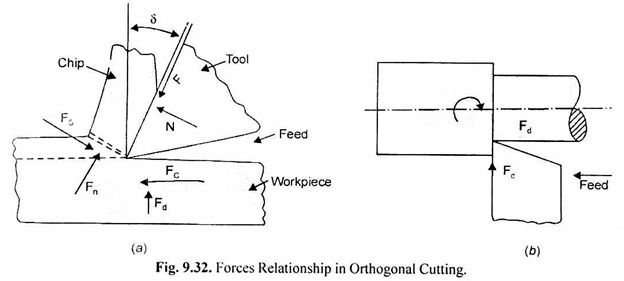
Alat pemotong bergerak sepanjang arah umpan. Logam mengalami deformasi plastis di sepanjang bidang geser. Keripik bergerak di sepanjang permukaan penggaruk alat. Chip yang kasar mendapat hambatan dalam gerakan dan karenanya gaya gesek F dari alat yang bekerja pada chip.
Jadi, berbagai gaya yang bekerja adalah:
Gaya F:
Resistensi gesekan alat yang bekerja pada chip.
Angkatan N:
Reaksi yang diberikan oleh alat, bertindak dalam arah yang normal terhadap muka penggaruk alat. Adalah normal untuk gaya gesek F.
Gaya F s :
Gaya geser logam. Hal ini disebabkan ketahanan logam terhadap geser dalam membentuk chip.
Gaya F n :
Gaya normal untuk menggeser bidang. Ini adalah kekuatan pendukung yang disediakan oleh benda kerja pada chip. Ini menyebabkan tegangan tekan pada bidang geser.
Diagram benda bebas dari chip dengan gaya yang bekerja padanya ditunjukkan pada Gambar 9.33:
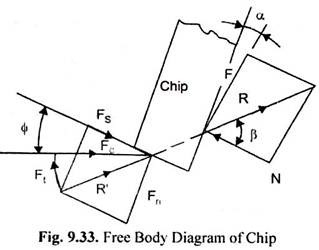
Paksa R:
Apakah resultan gaya F s dan F n .
Paksa R’:
Apakah resultan gaya F dan N.
Karena chip berada dalam kesetimbangan, resultan gaya R dan R’ besarnya sama tetapi berlawanan arah dan segaris.
Untuk geometri tetap dari pahat potong, terdapat hubungan yang pasti di antara gaya-gaya ini. Komponen gaya pemotongan dapat diukur dengan dinamometer dan semua gaya lainnya dapat dihitung.
