Proses pembentukan logam menjadi bentuk setengah jadi atau jadi dengan melewati antar rol, berputar berlawanan arah, disebut rolling. Penggulungan menyebabkan deformasi plastis pada logam. Ada dua jenis teknik rolling: 1. Hot Rolling 2. Cold Rolling.
Teknik # 1. Hot Rolling:
Pengerolan logam di atas suhu rekristalisasi disebut pengerolan panas. Suhu di mana butiran baru terbentuk dalam logam dikenal sebagai suhu rekristalisasi. Suhu ini tidak boleh terlalu tinggi; jika tidak, logam akan terbakar dan menjadi tidak layak untuk digunakan.
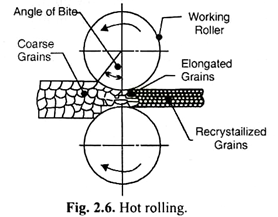
Proses rolling panas ditunjukkan pada Gambar. 2.6. Ini terdiri dari pemanasan ingot hingga sekitar 1200 ° C di lubang perendaman. Ingot panas kemudian melewati celah di antara rol dalam banyak tahap untuk mekar.
Kesenjangan antara rol disesuaikan agar sesuai dengan ketebalan yang diinginkan dari produk yang digulung. Mekar digulung ke billet dan billet ke bagian yang diinginkan seperti datar, persegi, persegi panjang, heksagonal, rel sudut, I, U dll.
Sudut gigitan biasanya 40° pada area kontak rol dan logam. Rol memberikan tekanan kompresi, sambil meremas logam. Ini menghasilkan perubahan butir, fragmentasi butir, dan distorsi kisi.
Dalam pengerolan panas, butiran kasar diubah menjadi butiran yang lebih kecil. Perawatan telah diambil bahwa kisaran suhu yang benar dipertahankan selama proses. Dalam proses ini, kecepatan logam muncul lebih tinggi karena pemanjangan.
Pengerolan biasanya merupakan proses kerja panas kecuali secara khusus disebutkan sebagai pengerolan dingin. Ini adalah metode paling cepat untuk mengubah bagian besar menjadi stok yang lebih kecil. Dengan pengerolan panas kami dapat memproduksi batangan, pelat, lembaran, rel, sudut, bagian struktural, I, L, T, C, bentuk, dll.
Bahan yang biasa digulung panas adalah baja, tembaga, magnesium, aluminium dan paduannya. Semua baja canai panas memiliki permukaan biru kemerahan.
Keuntungan dari Hot Rolling:
- Sifat Mekanis Ditingkatkan:
Sifat mekanik seperti ketangguhan, ketahanan terhadap guncangan, keuletan, dan persentase perpanjangan ditingkatkan.
- Struktur Butir Dihaluskan:
Struktur butiran logam dihaluskan yaitu butiran kasar diubah menjadi butiran halus yang mengubah sifat logam.
- Porositas Dihilangkan:
Porositas logam dihilangkan, sehingga menghasilkan struktur yang kuat dan seragam.
- Kotoran Terdistribusi Secara Seragam:
Kotoran seperti terak didistribusikan secara merata ke seluruh logam. Jika tidak, mereka terkonsentrasi pada satu posisi di dalam logam, akan membuatnya lebih lemah pada posisi tersebut.
- Diperlukan Tekanan Rendah:
Deformasi logam mudah terjadi karena suhu logam yang digulung lebih tinggi. Ini mengurangi persyaratan tekanan.
Kerugian dari Hot Rolling:
- Proses Mahal:
Pengerolan panas adalah proses yang mahal karena membutuhkan alat yang mahal, keterampilan yang hebat untuk menangani dan memeliharanya.
- Suhu yang Benar Sulit Dipertahankan:
Kisaran suhu yang tepat untuk bekerja sulit dipertahankan.
- Permukaan Akhir Yang Buruk:
Suhu kerja yang lebih tinggi menyebabkan oksidasi cepat dan pembentukan kerak pada permukaan logam. Ini memberikan hasil akhir permukaan yang buruk dan hilangnya kekuatan material.
- Sulit Mempertahankan Toleransi Dekat:
Karena penyelesaian permukaan yang buruk, toleransi yang dekat tidak dapat dipertahankan.
Teknik # 2. Cold Rolling:
Pada dasarnya cold rolling merupakan proses finishing, mirip dengan hot rolling hanya saja dilakukan pada suhu ruangan. Rekristalisasi tidak terjadi seperti pada pengerolan panas. Tekanan yang dibutuhkan dalam pengerolan dingin sangat tinggi dan pengurangan ukuran per lintasan sangat kecil. Praktis tidak ada aliran berlebih di samping. Permukaan akhir halus.
Proses pengerolan dingin ditunjukkan pada Gambar 2.7:
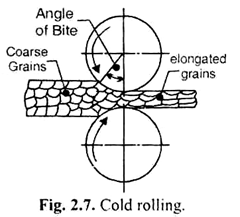
Bahan pertama-tama digulung panas mendekati ukuran akhir dan kemudian digulung dingin ke ukuran yang dibutuhkan dengan rol yang sangat halus.
Barang canai panas pertama-tama direndam dalam larutan asam sulfat yang lemah untuk menghilangkan kerak dan dicuci dalam air, lalu dikeringkan. Proses pembersihan produk canai panas ini dikenal sebagai pengawetan. Produk yang telah dibersihkan (diasamkan) ini kemudian dilewatkan melalui penggulung pada suhu kamar. Rolling mill mirip dengan yang digunakan dalam hot rolling.
Proses pengerolan dingin memiliki keunggulan memberikan toleransi dimensi yang rapat hingga 0,025 mm. Ini juga meningkatkan ketangguhan, kekerasan, kekuatan mekanik, permukaan akhir material. Logam yang lebih lunak seperti timah, perak, emas, aluminium dan paduannya mengalami penggulungan dingin.
Keuntungan dari Cold Rolling:
- Permukaan Akhir Yang Baik:
Karena tidak adanya suhu kerja yang lebih tinggi, permukaan akhir produk yang digulung bagus. Juga, pengurangan ukuran per lintasan sangat kecil.
- Meningkatkan Machinability:
Proses pengerolan dingin juga meningkatkan kemampuan mesin logam.
- Tutup Toleransi Dipertahankan:
Proses pengerolan dingin memiliki keunggulan memberikan toleransi yang rapat hingga 0,025 mm.
- Proses Murah dan Mudah:
Pengerjaan dingin tidak membutuhkan alat yang mahal dan karenanya murah dan mudah ditangani.
Kerugian dari Cold Rolling:
- Persyaratan Tekanan Tinggi:
Tekanan yang dibutuhkan dalam pengerjaan dingin sangat tinggi.
- Pengurangan Ukuran Kurang:
Pengurangan ukuran per lintasan sangat kecil dalam proses pengerjaan dingin.
- Struktur Butir Tidak Begitu Halus:
Struktur butiran yang diperoleh tidak sehalus pada proses pengerolan panas.
- Kotoran tidak akan Terdistribusi Secara Seragam:
Kotoran tidak akan terdistribusi secara merata.
