Setelah membaca artikel ini Anda akan belajar tentang:- 1. Definisi dari Brazing 2. Proses Brazing 3. Fluks 4. Logam Pengisi 5. Teknik 6. Desain Sambungan Brazing 7. Keuntungan 8. Keterbatasan.
Definisi mematri:
Mematri adalah proses menggabungkan dua potongan logam yang serupa atau berbeda melalui panas dan logam pengisi non-besi khusus yang dikenal sebagai spelter. Titik leleh spelter biasanya di atas 420°C tetapi di bawah titik leleh logam tidak mulia. Spelter cair mengalir di dalam kapiler kecil sambungan dan mengeras untuk menghasilkan sambungan.
Proses Pematerian:
Berbagai tahapan yang terlibat dalam mematri adalah:
(i) Membersihkan bagian-bagian kerja.
(ii) Menjepit bagian-bagian kerja.
(iii) Fluxing bagian kerja.
(iv) Ejaan sendi.
Pertama-tama, bersihkan kedua potongan logam yang akan disambung, dan bersihkan semua minyak dan oksida yang ada. Kemudian kedua potongan dipasang bersama dengan penjepit yang sesuai di sepanjang garis sambungan dan ditahan di posisi itu.
Fluks diterapkan pada sambungan untuk menghilangkan oksida yang ada atau untuk mencegah pembentukan oksida. Setelah ini, panaskan potongan-potongan dalam posisi dijepit di atas, hingga suhu di atas titik leleh spelter. Terakhir, spelter diterapkan pada sambungan, yang mengalir ke seluruh sambungan dengan aksi kapiler. Spelter pada pemadatan memberi sambungan kekuatan yang diperlukan.
Fluks dalam Mematri:
Fluks yang digunakan dalam mematri termasuk kombinasi boraks, asam borat, borat, fluorida, klorida bersama dengan zat pembasah. Fluks dapat berupa cairan, bubur, bubuk, atau pasta, tergantung pada metode pematerian (metode pemanasan) yang digunakan.
Komposisi yang populer adalah 75% boraks dan 25% asam borat. Untuk mematri baja tahan karat, paduan aluminium atau tembaga, bifluorida alkali digunakan sebagai fluks. Fluks khusus yang mengandung natrium sianida digunakan untuk mematri tungsten menjadi tembaga. Metode penerapan fluks dapat berupa penyemprotan, penyikatan, atau injektor bertekanan.
Logam Pengisi dalam Mematri:
Logam pengisi (spelter) yang digunakan untuk mematri juga disebut sebagai logam mematri. Bergantung pada jenis logam tidak mulia yang akan dibrazing, sejumlah logam pengisi tersedia.
Logam pengisi brazing adalah paduan yang terutama mengandung tembaga, perak, aluminium, magnesium, atau nikel. Mereka dalam bentuk cincin, kabel, batang tipis dan pasta paduan.
Ini diterapkan saat memanaskan benda kerja. Namun, pasta paduan dapat diaplikasikan sebelum pemanasan, di tempat mematri bersama dengan fluks.
Logam mematri secara luas diklasifikasikan dalam tiga kategori:
(A) Tembaga dan Paduannya:
Tembaga dan paduannya adalah spelter yang paling umum digunakan untuk tujuan mematri. Tembaga sendiri atau paduannya dengan nikel, perak, seng atau timah digunakan untuk mematri. Suhu mematri bervariasi dari 700 hingga 1100°C.
(b) Perak dan Paduannya:
Perak dan paduannya juga populer digunakan sebagai spelter untuk mematri. Proses ini dikenal sebagai mematri perak. Sangat cocok jika logam sambungan memiliki titik leleh yang relatif rendah. Pematerian dilakukan antara suhu 630°C hingga 850°C. Umumnya suhu layanan normal adalah 270°C. Perak dan paduannya dengan seng, kadmium, mangan, nikel, tembaga, dan timah juga digunakan untuk mematri.
(c) Aluminium dan Paduannya:
Aluminium digunakan sebagai spelter dalam mematri aluminium dan paduannya. Mematri aluminium tidak begitu mudah dan membutuhkan metode khusus. Temperatur mematri bervariasi dari 540 hingga 620°C.
Logam yang bisa dibrazing:
Logam dan paduan seperti besi, baja, tembaga, aluminium dan paduannya, kuningan, perunggu, perak, dll., dengan mudah dibrazing melalui spelter (logam pematrian) yang sesuai. Pematerian aluminium membutuhkan teknik khusus dan mahal. Kecuali logam dengan titik leleh rendah seperti timah, timah dan seng, pematerian dilakukan pada semua logam lainnya.
Teknik Mematri (Metode Pemanasan):
Pemanasan logam tidak mulia diperlukan untuk mematri yang tepat. Panas untuk mematri dapat diterapkan dengan beberapa metode. Pemilihan metode pematerian yang sesuai tergantung pada ukuran dan bentuk komponen yang disambung, jenis logam dasar, logam pengisi pemateri (spelter) yang akan digunakan, dan tingkat produksi yang dibutuhkan.
Metode mematri berikut ini biasa digunakan dalam industri:
(i) Pematerian obor.
(ii) Pematerian tungku.
(iii) Perlawanan mematri.
(iv) Dip mematri.
(v) Mematri dengan rendaman garam.
(vi) Pematerian induksi.
(i) Pematerian Obor:
Dalam mematri obor, nyala api pereduksi digunakan untuk memanaskan area sambungan ke suhu mematri yang sesuai. Fluks kemudian diterapkan, dan segera setelah meleleh, logam pengisi (paduan mematri) diumpankan dengan tangan ke area sambungan. Ketika logam pengisi meleleh, ia mengalir ke rongga antara komponen logam dasar dengan aksi kapiler.
Logam pengisi harus selalu dilelehkan oleh panas yang didapat dari sambungan dan bukan dengan menyalakan api secara langsung. Proses ini sangat populer digunakan untuk pekerjaan perbaikan pada besi tuang dan biasanya diterapkan secara manual, meskipun dapat digunakan secara semi otomatis. Mematri obor masih merupakan metode yang paling umum digunakan.
(ii) Pematerian Tungku:
Dalam pematerian tungku, tungku tipe konveyor tipe batch atau kontinyu digunakan untuk memanaskan potongan logam hingga suhu leleh logam pengisi tetapi jauh di bawah suhu leleh logam dasar.
Pemanasan tungku dilakukan dengan bantuan gas, atau listrik dengan suhu yang terkontrol. Suasana tungku dikontrol untuk mencegah oksidasi dan menyesuaikan logam yang terlibat dalam proses.
Atmosfer itu dapat disediakan oleh Oksigen, hidrogen kering, amonia atau gas lembam lainnya. Jig dan perlengkapan digunakan untuk menahan sambungan. Fluks yang cocok sering digunakan. Logam pengisi harus ditempatkan di sambungan sebelum bagian-bagian tersebut masuk ke dalam tungku.
Logam pengisi dapat berupa cincin, pencuci, kawat, bubuk, atau pasta. Pematerian tungku paling cocok untuk produksi massal komponen kecil.
(iii) Perlawanan Mematri:
Dalam pengelasan resistansi, tegangan rendah, arus ampere tinggi digunakan sebagai sumber pemanasan, seperti halnya pengelasan titik. Benda kerja dipegang di antara dua elektroda, dengan logam pengisi dimuat sebelumnya di area sambungan.
Arus, melewati sambungan, memanaskan dan melelehkan logam pengisi brazing yang menyebar di sekitar sambungan dan mengalir di dalam rongga melalui aksi kapiler. Perlawanan mematri biasanya digunakan untuk mematri kontak listrik dan dalam pembuatan lead trafo tembaga. Paling cocok untuk produksi jumlah besar.
(iv) Pemateri Celup:
Dalam dip brazing, sambungan yang akan dibrazing dicelupkan ke dalam logam pengisi cair. Logam cair dipertahankan dalam wadah khusus yang dipanaskan secara eksternal dan ditutup dengan lapisan fluks untuk melindunginya dari oksidasi. Logam yang akan dibrazing tetap dicelupkan ke dalam bak untuk jangka waktu tertentu.
Metode pencelupan banyak digunakan untuk kecepatan dan akurasinya dengan kontrol suhu. Proses dip brazing hanya digunakan untuk bagian-bagian kecil, karena logam pengisi melapisi seluruh benda kerja.
(v) Pematerian Mandi Garam:
Dalam mematri rendaman garam, rendaman garam fluorida dan klorida yang meleleh bertindak sebagai sumber pemanas. Logam pengisi ditempatkan di area sambungan sebelum mematri. Selanjutnya, seluruh rakitan dipanaskan terlebih dahulu ke suhu yang sesuai dan kemudian dicelupkan ke dalam rendaman garam selama 1 hingga 5 menit.
Terakhir, sambungan brazing panas yang diperoleh dibilas (dicuci) secara menyeluruh dengan air panas dan dingin untuk menghilangkan fluks atau garam yang tersisa. Mematri garam-mandi umumnya digunakan untuk mematri aluminium dan paduannya.
(vi) Pematerian Induksi:
Dalam mematri induksi, arus bolak-balik induksi dalam komponen bertindak sebagai sumber pemanasan. Komponen yang akan dibrazing dipanaskan dengan menempatkannya dalam medan magnet bolak-balik yang dihasilkan oleh kumparan induktor khusus yang terbuat dari tembaga.
Logam pengisi sering ditempatkan di area sambungan sebelum mematri tetapi juga dapat diumpankan dengan tangan oleh operator. Mematri induksi, seperti mematri mati memiliki keuntungan yang jelas untuk mendapatkan kontrol suhu yang sangat dekat.
Desain Sambungan Brazing:
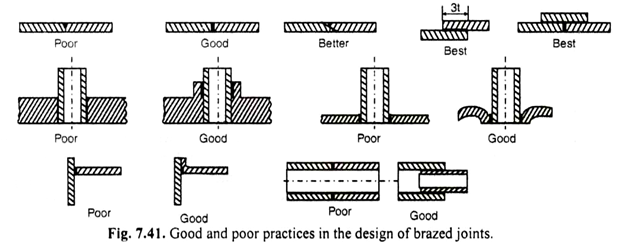
Ada tiga jenis sambungan mematri menurut geometri area sambungan; pantat, pangkuan, dan selendang. Sambungan pangkuan adalah yang terkuat sedangkan sambungan pantat adalah yang terlemah.
Namun demikian, saat merancang sambungan pangkuan; pastikan sambungan tumpang tindih lebih dari 3t, di mana itu adalah ketebalan logam dasar yang lebih tipis. Juga, selalu ingat bahwa sambungan brazing dirancang untuk menahan tegangan geser dan bukan tegangan tarik. Gambar 7.41, mengilustrasikan beberapa praktik baik dan buruk dalam mendesain sambungan brazing.
Untuk desain sambungan brazing yang tepat, tegangan tarik, tekan, geser, kupas, dan penghancuran dihitung sebelum mematri sambungan.
Ada dua faktor utama, harus dipertimbangkan adalah:
(a) Mekanika logam pengisi mematri mengalir melalui sambungan dengan aksi kapiler, dan
(b) Harus diingat bahwa kekuatan logam pengisi lebih rendah dari pada logam dasar.
Pertimbangan desain berikut harus diperhitungkan oleh desainer produk:
- Memastikan logam pengisi ditempatkan pada salah satu sisi sambungan, dan menyediakan ruang untuk menempatkan logam pengisi sebelum atau selama proses.
- Memastikan jarak sambungan yang tepat untuk kondisi mematri yang optimal. Jarak bebas tergantung pada logam pengisi yang digunakan dan umumnya mengambil nilai kurang dari 0,18mm.
- Memastikan jarak yang harus ditempuh logam pengisi lebih pendek dari jarak batas.
- Memastikan bahan pengisi yang cukup.
- Memastikan peningkatan luas sambungan karena filler metal (spelter) lebih lemah dari base metal.
Keuntungan dari Mematri:
Dibandingkan dengan proses pengelasan, penyolderan dan penyambungan lainnya, keuntungan dari metode mematri tercantum di bawah ini:
- Pemanasan lokal tidak menyebabkan kerusakan metalurgi dan transformasi fasa logam dasar tidak seperti pengelasan.
- Dapat dilakukan pada logam sejenis atau tidak sejenis.
- Kekuatan logam brazing lebih dari yang diperoleh dengan menyolder.
- Temperatur pengoperasian cukup rendah dibandingkan dengan pengelasan.
- Sambungan yang dibrazing hampir tidak berkarat.
- Metode ini sangat cepat, fleksibel dan akurat.
- Sangat cocok untuk produksi massal.
- Biaya awal peralatan yang digunakan untuk mematri rendah.
- Proses ini memungkinkan mematri baja tahan karat melalui logam perak dan besi tuang melalui paduan tembaga.
Keterbatasan Mematri:
- Mematri tidak dapat dilakukan pada baja yang dikeraskan.
- Mematri aluminium tidak begitu mudah dan membutuhkan teknik ekspansif khusus.
- Sambungan brazing harus ditentukan dengan hati-hati untuk mencapai kekuatan yang tepat.
- Spelter (logam pengisi) lebih lemah dari logam dasar.
