Setelah membaca artikel ini Anda akan belajar tentang:- 1. Arti Deep Drawing 2. Mekanisme Deep Drawing 3. Kebutuhan Gaya 4. Variabel yang mempengaruhi 5. Kebutuhan Stok Bahan 6. Cacat.
Arti Menggambar Dalam:
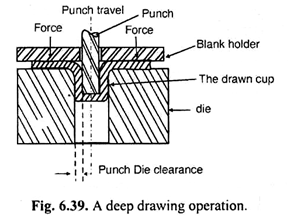
Pembuatan produk yang dalam dan seperti cangkir dari lembaran logam tipis dikenal sebagai deep drawing. Prosesnya melibatkan pukulan dengan sudut bulat dan dadu dengan radius besar. Jarak punch-die sedikit lebih besar dari ketebalan lembaran logam yang akan ditarik dalam.
Saat beban diterapkan melalui pukulan, lembaran logam dipaksa mengalir secara radial dan tenggelam ke dalam rongga cetakan untuk membentuk cangkir. Proses ini paling cocok untuk masalah berbentuk kompleks. Proses deep drawing ditunjukkan pada Gambar 6.39.
Mekanisme Deep Drawing:
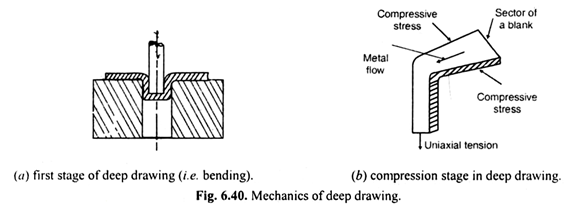
Mekanisme proses deep drawing ditunjukkan pada Gambar 6.40. Proses deep drawing melibatkan lima tahap pembengkokan, pelurusan, gesekan, kompresi, dan ketegangan.
Diskusi singkat dari tahapan-tahapan tersebut diberikan di bawah ini:
- Membungkuk:
Saat penerapan beban dimulai, benda kerja pertama kali ditekuk ke tepi bundar rongga cetakan.
- Meluruskan:
Sekarang, dengan peningkatan beban lebih lanjut, bagian bengkok dari blanko diluruskan untuk menenggelamkan celah annular punch-die. Hasilnya adalah formasi dinding yang pendek, lurus, dan vertikal.
- Gesekan:
Selanjutnya, sisa blank mulai mengalir, secara radial dan tenggelam ke dalam lubang die. Tetapi gaya gesek antara permukaan bawah blanko dan permukaan datar atas die, mencoba menghalangi aliran itu. Besarnya gaya gesek turun saat logam kosong mulai bergerak.
- Kompresi:
Sekarang, benda kerja mengalami tekanan tekan. Lebar sektor menyusut sehingga batas kosong yang lebih besar dapat masuk ke dalam batas yang lebih kecil dari rongga cetakan.
- Ketegangan:
Dengan peningkatan lebih lanjut dalam beban yang diterapkan, hampir semua logam kosong tenggelam ke dalam rongga cetakan, sehingga membentuk dinding vertikal yang panjang. Bagian kosong yang tersisa berbentuk flensa annular kecil. Dinding vertikal dikenai tegangan uniaksial, seperti ditunjukkan pada Gambar 6.40 (b).
Persyaratan Kekuatan untuk Deep Drawing:
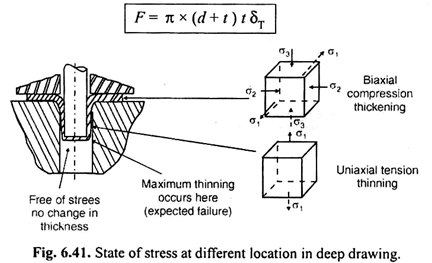
Proses deep drawing melibatkan lima tahap seperti yang telah dibahas sebelumnya: pembengkokan, pelurusan, gesekan, kompresi, dan ketegangan. Dengan demikian, bagian-bagian blank yang berbeda mengalami tahapan tegangan yang berbeda, seperti yang ditunjukkan pada Gambar 6.41.
Oleh karena itu, deformasi tidak merata di seluruh bagian yang kosong. Karena tegangan tekan biaksial, sayap menjadi lebih tebal sementara dinding vertikal menjadi lebih tipis, karena tegangan uniaksial.
Penipisan maksimum terjadi pada bagian paling bawah dari dinding vertikal yang berdekatan dengan dasar cawan. Karena penipisan tegangan uniaksial ini, keruntuhan diperkirakan terjadi pada lokasi penipisan maksimum.
Oleh karena itu, gaya tarik maksimum dapat diberikan dengan persamaan:
Di mana, F = Gaya tarik maksimum yang dibutuhkan.
d = Diameter pukulan.
t = Tebal blanko.
δ T = Kekuatan tarik ultimit dari material kosong.
Variabel yang mempengaruhi Deep Drawing:
Efek dari variabel yang berbeda, pada proses deep drawing dibahas di bawah ini:
- Pemegang Bank:
Dalam proses Deep Drawing, jika
Dimana, D o = Diameter kosong
d = Diameter pukulan
t = Ketebalan lembaran logam.
Flensa annular akan melengkung dan berkerut. Cacat ini dikenal sebagai kerutan. Cara menghilangkan kerutan atau tekukan blanko tipis adalah dengan menopangnya di seluruh area. Ini dicapai dengan mengapit blanko antara permukaan atas baja mati dan permukaan bawah cincin annular. Cincin annular disebut sebagai blank holder yang memberikan tekanan pada blank.
Di sisi lain, penggunaan blank holder meningkatkan hambatan gesek dan karenanya meningkatkan kebutuhan gaya untuk pengoperasian. Untuk mengimbanginya, dubrikasi seperti larutan sabun, minyak mineral, lilin diaplikasikan pada kedua permukaan benda kerja. Biasanya, gaya pemegang kosong diambil sebagai 1/3 dari gaya tarik, yaitu
Dimana, F bf = Dibutuhkan kekuatan perbankan
F DF = Gaya tarik
- Jari-jari Sudut Mati:
Jari-jari sudut mati harus optimal. Jari-jari sudut mati yang kecil akan meningkatkan gaya tekukan dan pelurusan. Dengan demikian, meningkatkan gaya gambar dan hasil akhir tidak akan memuaskan.
- Geometri Kosong:
Geometri blanko memiliki efek yang nyata pada proses dan produk akhir. Cara mengungkapkan geometri adalah angka yang menunjukkan ketebalan sebagai persentase dari diameter yaitu
Angka yang mewakili geometri kosong = t/D × 100
Untuk nilai angka yang lebih kecil (misalnya, 0,5), kerutan yang berlebihan harus diharapkan, kecuali jika digunakan tempat kosong. Di sisi lain, untuk nilai angka yang lebih tinggi (misalnya, 3), tidak terjadi kerutan, dan karenanya, tidak diperlukan tempat kosong.
- Rasio Gambar:
Variabel penting lainnya adalah rasio gambar, yang dapat didefinisikan sebagai

Di mana, R = Rasio Gambar
D = Diameter blanko
d = Diameter pukulan
Untuk operasi menggambar yang berhasil, nilainya harus kurang dari dua.
- Pengurangan Persentase:
Pengurangan persentase diberikan oleh

Dimana, r = Persentase pengurangan.
D = Diameter blanko.
d = Diameter pukulan.
Untuk produk yang sehat tanpa sobekan, nilai r harus kurang dari 50 persen. Ketika produk akhir panjang dan perlu meningkatkan persentase pengurangan melebihi 50 persen, cangkir perantara harus diproduksi terlebih dahulu, seperti yang ditunjukkan pada Gambar 6.42.
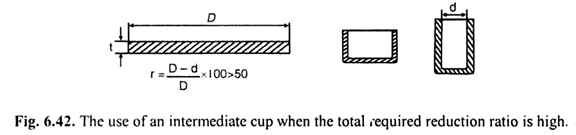
Cangkir perantara harus memiliki pengurangan persentase di bawah 50 persen. Nilai pengurangan persentase biasanya diambil 30 persen untuk penarikan pertama, 20 persen untuk penarikan kedua dan 10 persen untuk penarikan ketiga. Produk harus dianil setelah setiap dua operasi menggambar ulang, untuk menghilangkan pengerasan kerja dan dengan demikian menghindari retaknya produk.
Persyaratan Bahan Stok dalam Deep Drawing:
Dasar perhitungan pengembangan kosong, aturan berikut, bahwa volume logam adalah konstan. Di dunia lain, luas permukaan produk akhir sama dengan luas permukaan blanko asli. Mari kita perhatikan sebuah contoh, seperti yang ditunjukkan pada Gambar 6.44. Luas permukaan cawan adalah luas permukaan bawah ditambah luas permukaan dinding.
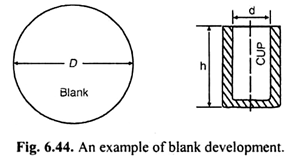


∴ Sesuai aturan.
Luas permukaan blanko = Luas permukaan cawan


Oleh karena itu, diameter benda kerja (D) dapat diperoleh dengan rumus di atas.
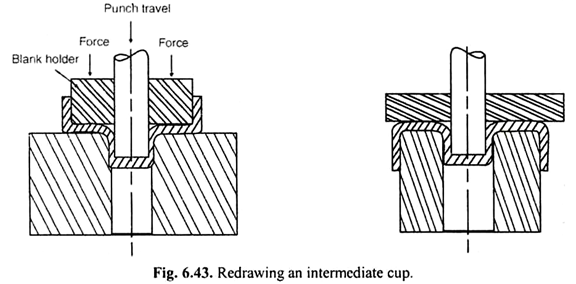
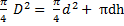
Menggambar Piala Melangkah, Kerucut dan Kubah:
Piala melangkah diproduksi dalam dua atau lebih tahap dengan operasi deep drawing. Pada tahap pertama, sebuah cangkir ditarik dengan diameter besar. Pada tahap kedua, operasi menggambar ulang hanya dilakukan pada bagian bawah cangkir.
Dengan cara yang sama, cangkir berbentuk kerucut dan meruncing tidak dapat ditarik secara langsung. Pertama, mereka harus dibuat menjadi cangkir berundak, yang kemudian dihaluskan dan direntangkan ke cangkir bertanda yang diperlukan. Gambar dalam dari cangkir yang berbeda ditunjukkan pada Gambar. 6.45.
Cacat pada Bagian Deep-Drawn:
Berikut ini adalah deskripsi singkat tentang cacat yang umum ditemukan:
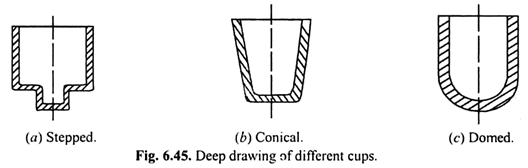
- Kerutan atau Kerutan:
Cacat kerutan adalah semacam tekuk bagian kosong yang tidak ditarik. Cacat ini disebabkan oleh tegangan tekan yang berlebihan jika rasio kelangsingan lebih tinggi dari nilai tertentu. Hal ini dapat terjadi pada dinding vertikal, seperti yang ditunjukkan pada Gambar 6.46 (a) dan (h). Jika cacat ini terjadi pada hidung pelubang saat menggambar cangkir berkubah, itu dikenal sebagai Puckering.
- Robek:
Cacat sobek biasanya terjadi pada radius yang menghubungkan dasar cangkir dan dinding. Cacat ini disebabkan oleh tegangan tarik yang tinggi akibat terhalangnya aliran logam pada flensa.
- Anting:
Sesuai dengan namanya, pembentukan kuping pada tepi bebas dari cawan silinder yang ditarik ke dalam dikenal sebagai cacat anting, Gambar 6.46 (c). Cacat ini disebabkan oleh anisotropi lembaran logam.
- Tanda Permukaan:
Cacat ini termasuk, tanda gambar, burnishing, step ring, dll. Cacat ini disebabkan oleh celah punch-die yang tidak tepat dan pelumasan yang buruk.
- Penyimpangan Permukaan:
Cacat ini disebabkan oleh pelepasan logam yang tidak seragam karena gaya yang tidak seragam.
Contoh 1:
Tentukan jumlah penarikan jika cangkir dengan tinggi 8 cm dan diameter 4 cm akan dibuat dari stok lembaran logam baja setebal 3 mm. Juga, tentukan diameter pada berbagai tahap redraw. Asumsikan, pengurangan pada undian ke-1, ke-2, dan ke-3 masing-masing adalah 47%, 23%, dan 17%.
Larutan:
Diberikan Tinggi cangkir = t = 8 cm.
Diameter cangkir = d = 4 cm.
Ketebalan lembaran logam = t = 3 mm.
Mencari:
(i) Jumlah undian.
(ii) Diameter pada berbagai tahap redraw.
Rumus yang digunakan:
Di mana,
D = diameter kosong
d = diameter cangkir
h = tinggi cangkir
Prosedur:
(i) Menentukan diameter kosong,


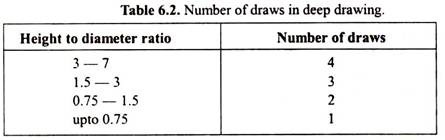
Sekarang, rasio tinggi terhadap diameter cangkir yaitu,

Oleh karena itu, dari tabel 6.2 (diberikan di akhir bab), jumlah undian mungkin 3.
Juga, mengingat pengurangan itu
Tahap 1 = 47%
Tahap 2 = 23%
Tahap 3 = 17%

∴ Diameter d 1 pada gambar ulang pertama = 12 – 5,64 = 6,36 cm. Jwb.

∴ Diameter d 2 pada tahap ke-2 = 6,36 – 1,46 = 4,9 cm Ans.

∴ Diameter d 3 pada tahap ke-3 = 4,9 – 0,833 = 4,067 cm Ans.
Hasil:
(i) Jumlah undian = 3
(ii) Diameter pada berbagai tahap penarikan adalah
d 1 = 6,36 cm, d 2 = 4,9 cm, d 3 = 4,067 cm.