Artikel ini menyoroti sebelas operasi utama kerja pers. Operasi tersebut adalah: 1. Operasi Pemotongan 2. Operasi Pemotongan 3. Operasi Pemisahan 4. Operasi Blanking 5. Operasi Punching 6. Operasi Notching 7. Operasi Cukur 8. Operasi Piercing 9. Operasi Pemotongan Batang 10. Operasi Blanking Halus 11. Operasi Membungkuk.
Operasi # 1. Operasi Pemotongan:
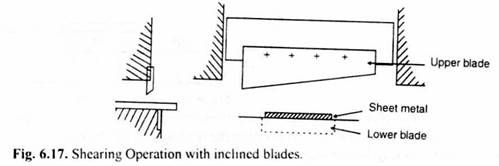
Operasi pemotongan ditunjukkan pada Gambar. 6.17. Saat lembaran logam dipotong sepanjang garis lurus, operasi ini dikenal sebagai pemotongan. Ini melibatkan penggunaan bilah miring untuk mengurangi kebutuhan gaya.
Pemotongan dilakukan secara bertahap secara bertahap tidak sekaligus di atas lebar lembaran logam. Di sini, bilah atas dimiringkan sementara bilah bawah lurus dan tetap. Sudut kemiringan sudu atas biasanya berkisar antara 4° dan 8° dan tidak boleh melebihi 15°.
Operasi # 2. Operasi Pemotongan:
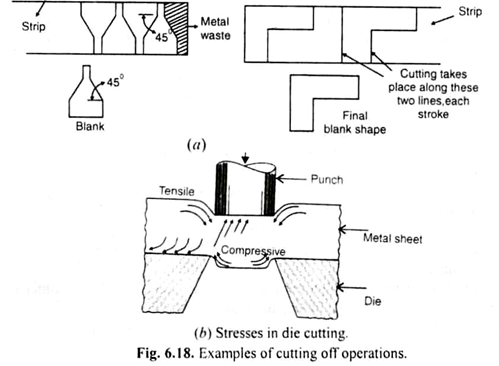
Operasi pemotongan ditunjukkan pada Gambar 6.18 (a). Ketika pemotongan berlangsung sepanjang dan kurva terbuka (mungkin garis), operasi ini dikenal sebagai pemotongan. Operasi pemotongan menghasilkan hampir tidak ada atau sedikit pemborosan (pada akhirnya) stok.
Oleh karena itu, ini dianggap sebagai operasi pemanfaatan material yang sangat efisien. Operasi ini dilakukan dengan bantuan die yang dipasang pada mesin press engkol. Dalam operasi pemotongan, logam dikenai tegangan tarik dan tekan, seperti yang ditunjukkan pada Gambar 6.18 (b).
Operasi #3. Operasi Perpisahan:
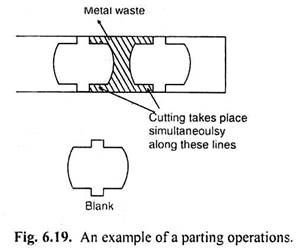
Operasi perpisahan ditunjukkan pada Gambar. 6.19. Ketika pemotongan berlangsung sepanjang dua kurva terbuka (atau garis) operasi disebut sebagai perpisahan.
Operasi pemisahan tidak menggunakan bahan secara efisien seperti dalam kasus operasi pemotongan. Pemborosan stok lebih banyak dibandingkan dengan operasi pemotongan.
Operasi #4. Operasi Pengosongan:
Operasi blanking ditunjukkan pada Gambar. 6.20. Saat pemotongan berlangsung di sepanjang kontur tertutup, operasinya dikenal sebagai blanking. Operasi blanking menghasilkan persentase limbah yang relatif tinggi dalam bahan stok.
Ini kurang efisien di antara semua operasi pemotongan lainnya. Tata letak kosong yang efisien pada lembaran logam dapat menghasilkan penghematan logam yang cukup besar. Gambar 6.20. (a)., menunjukkan tata letak yang baik di mana lingkaran kosong terhuyung-huyung.
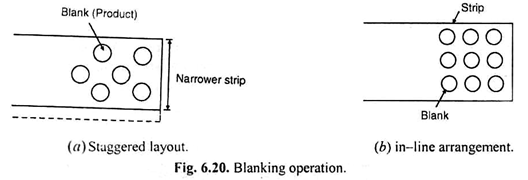
Gambar 6.21. (b) Menunjukkan tata letak yang kurang efisien dalam hal penggunaan material. Juga ada batas jarak minimum antara dua kosong yang berdekatan yaitu

Dalam blanking bagian yang terpisah dari lembaran logam adalah keluaran produk dan lembaran logam yang tersisa adalah logam bekas. Proses ini digunakan dalam produksi massal blanko yang tidak dapat diproduksi dengan operasi pemotongan, pemotongan atau pemisahan.
Operasi # 5. Operasi Punching:
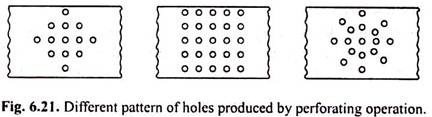
Operasi pelubangan mirip dengan operasi pengosongan hanya perbedaannya adalah, bagian lembaran logam yang tersisa adalah keluaran produk. Kosong yang dihasilkan adalah pemborosan material yang meninju pola lubang kecil yang disebut perforasi. Produk berlubang digunakan untuk distribusi cahaya atau untuk ventilasi seperti yang ditunjukkan pada Gambar 6.21.
Operasi #6. Operasi Bentukan:
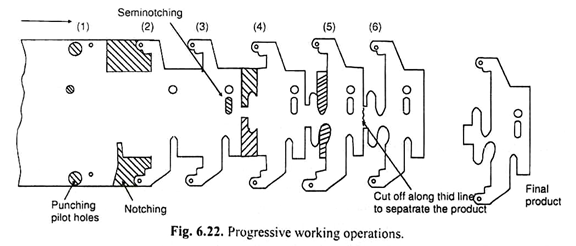
Operasi bentukan adalah kasus pelubangan khusus di mana bagian dikeluarkan dari tepi strip, seperti yang ditunjukkan pada Gambar 6.22. Operasi ini biasanya digunakan pada cetakan progresif. Gambar 6.22., juga menunjukkan operasi serupa yang disebut semi-takik di mana bagian yang terpisah tidak melekat pada sisi strip.
Operasi #7. Operasi Cukur:
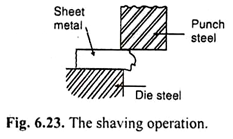
Operasi penghematan terkadang dilakukan pada bagian yang kosong untuk menghilangkan sisi yang kasar. Operasi ini juga diperlukan untuk penentuan dimensi blanko yang tepat. Dalam operasi pencukuran, kelebihan atau logam kasar dihilangkan dalam bentuk kepingan, seperti ditunjukkan pada Gambar 6.23., celah punch die dibuat sangat kecil.
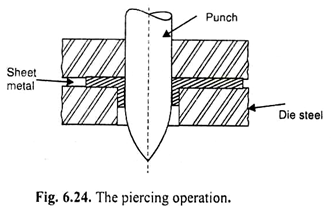
Operasi # 8. Operasi Penusukan:
Operasi penindikan ditunjukkan pada Gambar. 6.24. Ini melibatkan tindakan merobek logam dan menggunakan pukulan runcing. Operasi penindikan tidak menghasilkan blanko maupun limbah logam. Di tempat pemborosan bahan, selongsong pendek dibuat di sekitar lubang yang memiliki aplikasi fungsional.
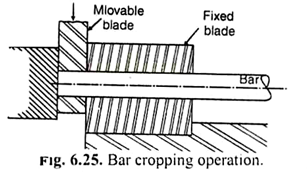
Operasi # 9. Operasi Pemotongan Batang:
Seperti namanya, operasi bar cropping digunakan untuk produksi massal billet untuk proses pembentukan panas dan dingin. Operasi pemotongan batang mirip dengan pemotongan lembaran logam tetapi batang dipotong bukan lembaran logam.
Proses ini menghasilkan permukaan potongan yang sangat halus dan billet bebas distorsi. Namun demikian, pengerasan kerja pada area penampang geser membatasi penerapan pemotongan tulangan saat billet akan dikerjakan dingin. Operasi bar cropping ditunjukkan pada Gambar. 6.25.
Operasi # 10. Operasi Pengosongan Halus:
Operasi blanking halus adalah kasus khusus dari operasi blanking di mana blanko memiliki sisi lurus dan halus. Pengoperasiannya melibatkan penggunaan triple action press dan die khusus dengan jarak punch-die yang sangat kecil seperti ditunjukkan pada Gambar 6.26.
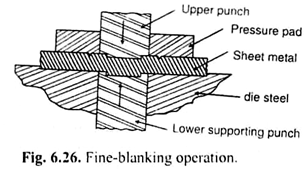
Sebuah dadu, pukulan atas dan pukulan bawah digunakan untuk menekan logam dan menahan gerakan lateral dari benda kerja. Ini adalah operasi yang tepat dan mampu menghasilkan kontur luar yang tidak beraturan.
Mekanisme Pemotongan Lembaran Logam:
Gambar 6.27. Menunjukkan pukulan melingkar, cetakan, dan lembaran logam selama operasi blanking. Produk yang didapat adalah blanko.
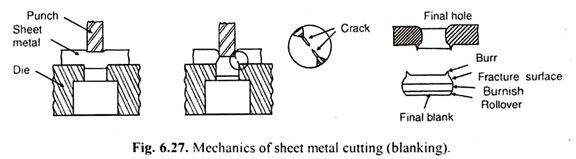
Profil tepi benda kerja melibatkan empat zona:
(i) Perputaran
(ii) Kilap
(iii) Permukaan patahan
(iv) Duri
Juga, profil tepi lubang yang dihasilkan terdiri dari empat zona yang sama, tetapi dalam urutan yang berlawanan.
Mari kita bahas bagaimana mereka menghasilkan:
(1) Ketika beban diterapkan melalui pukulan, permukaan logam atas ditekuk secara elastis di tepi pukulan, sedangkan permukaan logam bawah ditekuk di tepi cetakan. Pada peningkatan beban pukulan lebih lanjut, kelengkungan elastis menjadi deformasi plastis yaitu deformasi permanen. Ini dikenal sebagai rollover.
(2) Sekarang, Punch tenggelam ke permukaan atas lembaran, sedangkan permukaan bawah tenggelam ke dalam lubang cetakan. Proses ini melibatkan aliran plastik logam dengan cara geser. Di sini, ada dua gaya yang sama besarnya tetapi berlawanan arah, membuat permukaan silinder mengalami tegangan geser yang kuat.
Hasilnya akan menjadi permukaan silinder halus yang disebut mengkilap. Kilap mengilap berkisar antara 40 dan 60 persen dari ketebalan Stok. Nilai ini bisa naik hingga 80 persen untuk logam ulet seperti timah, aluminium, dll.
(3) Selanjutnya, kedua retakan dikembangkan secara bersamaan di lembaran logam. Satu di tepi cetakan dan lainnya di tepi pukulan, kedua retakan ini semakin meningkat dan bertemu satu sama lain untuk memisahkan benda kerja dari lembaran logam. Ini menciptakan permukaan kasar yang disebut permukaan Fraktur.
(4) Akhirnya, ketika blanko akan benar-benar terpisah dari lembaran logam, sebuah bum terbentuk di sekeliling tepi atasnya.
Operasi # 11. Operasi Tekuk:
Bending adalah operasi paling sederhana dari pengerjaan lembaran logam. Ini dapat diperoleh dengan menggunakan perkakas tangan sederhana atau cetakan pembengkok, seperti yang ditunjukkan pada Gambar 6.31.
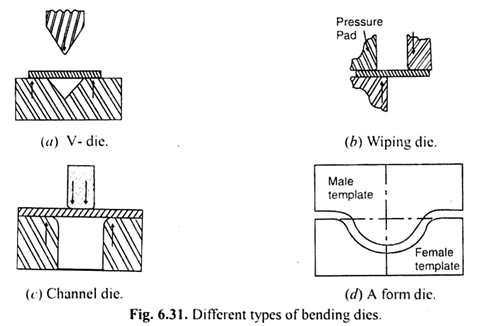
Gaya yang diterapkan oleh mati, menghasilkan momen lentur. Ini akan membengkokkan bagian lembaran yang akan ditekuk, sehubungan dengan bagian lainnya, melalui deformasi plastis.
Seperti yang dapat dilihat, perpindahan antara gaya maksimum dalam kasus cetakan tipe-V, oleh karena itu, lebih sedikit gaya yang dibutuhkan untuk membengkokkan lembaran logam.
Mekanisme Pembengkokan:
- Deformasi Elastis:
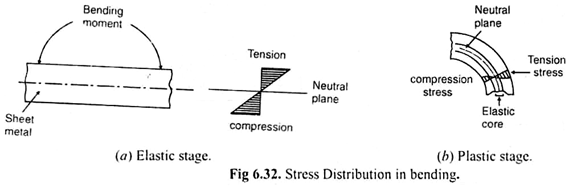
Ketika beban diterapkan, zona tikungan mengalami deformasi elastis. Serat eksternal di zona tikungan mengalami ketegangan; sedangkan serat bagian dalam mengalami kompresi, seperti yang ditunjukkan pada Gambar. 6.32 (a). Rencana netral terletak di tengah ketebalan. Panjang sumbu netral tetap konstan, baik dalam elongasi maupun kontraksi.
- Deformasi Plastik:
Ketika beban meningkat, deformasi plastik dimulai. Dalam deformasi plastis, bidang netral mendekati permukaan bagian dalam tikungan, seperti yang ditunjukkan pada Gambar 6.32 (b). Lokasi bidang netral bergantung pada sejumlah faktor, seperti jari-jari, ketebalan, derajat kelengkungan lembaran logam. Biasanya, untuk perhitungan pengembangan kosong, posisi bidang netral diambil 40 persen dari ketebalan, dari bidang dalam.
Fenomena Musim Semi Kembali:
Fenomena spring back terjadi pada proses bending. Ini dapat didefinisikan sebagai pemulihan elastis lembaran logam setelah menghilangkan beban lentur. Fenomena ini ditunjukkan pada Gambar 6.33 dimana pembengkokan dengan sudut 90°, akan menghasilkan sejumlah pegas kembali. Hasilnya akan menjadi lentur lebih dari 90°.
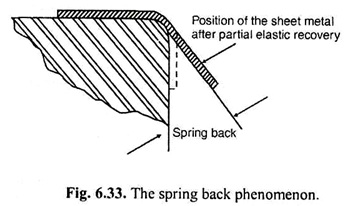
Zona di sekitar bidang netral mengalami tegangan elastis; akibatnya, inti elastis mencoba untuk kembali ke posisi datar awalnya, segera setelah beban dihilangkan.
Berikut ini adalah beberapa metode untuk menghilangkan fenomena pegas kembali:
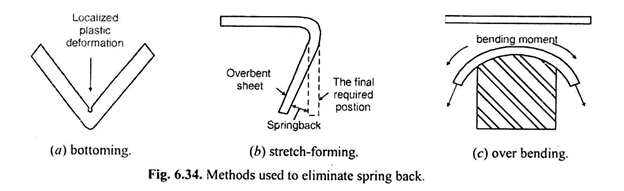
- Dasar:
Deformasi plastis terlokalisasi, di mana pukulan dibuat sehingga proyeksi meremas logam secara lokal. Gambar 6.34 (a).
- Pembentukan Peregangan:
Tegangan tarik tinggi ditumpangkan pada tekukan. Gambar 6.34 (b).
- Over Bending:
Metode ketiga adalah overbending. Jumlah over bending sama dengan jumlah spring back. Gambar 6.34 (c).
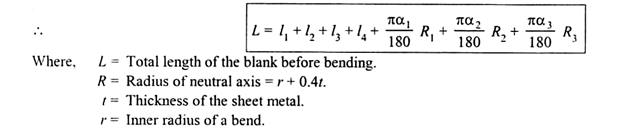
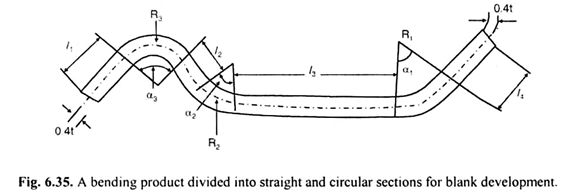
Persyaratan Bahan Stok dalam Bending:
Karena panjang bidang netral tidak mengalami deformasi apapun selama operasi pembengkokan dan oleh karena itu tetap tidak berubah.
Prinsip ini digunakan untuk menentukan panjang benda kerja sebelum operasi pembengkokan. Hal ini ditunjukkan pada Gambar. 3.35. Berdasarkan hal ini, panjang benda kerja sebelum dibengkokkan = Panjang bidang netral di dalam produk akhir.
Jenis Operasi Tekuk:
Operasi pembengkokan yang berbeda, termasuk pembengkokan konvensional, flanging, hemming, wiring dan corrugating.
(i) Flensa:
Operasi flanging mirip dengan operasi pembengkokan konvensional tetapi pada flanging, panjang bagian pembengkokannya kecil. Tujuan operasi flanging adalah untuk menghindari ujung yang tajam, sehingga menghilangkan kemungkinan cedera. Itu juga digunakan untuk menambah kekakuan pada tepi lembaran logam, dalam pekerjaan perakitan.
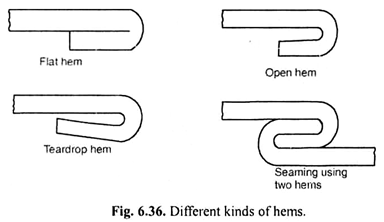
(ii) Pengeliman:
Operasi hemming melibatkan flanging sebesar 180°. Ham adalah flensa yang ditekuk sebesar 180°. Tujuan operasi hemming adalah untuk menambah kekakuan pada lembaran logam. Berbagai jenis kelim ditunjukkan pada Gambar 6.36.
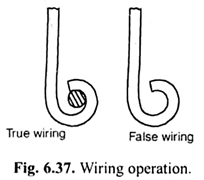
(iii) Pengkabelan:
Operasi pengkabelan ditunjukkan pada Gambar. 6.37. Ini melibatkan pembengkokan tepi lembaran logam di sekitar kawat, dan dikenal sebagai pemasangan kabel yang sebenarnya. Kadang-kadang, pengkabelan dilakukan tanpa kabel, dan ini disebut sebagai pengkabelan palsu.
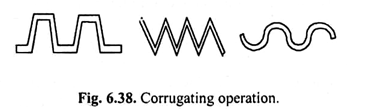
(iv) bergelombang:
Operasi bergelombang melibatkan pembengkokan lembaran logam dalam bentuk gelombang yang berbeda, seperti yang ditunjukkan pada Gambar 6.38. Bentuk yang dihasilkan, memiliki kekakuan yang lebih baik dan dapat menahan momen lentur normal pada penampang bergelombang. Corrugating meningkatkan momen inersia penampang.