Dalam teknologi pengelasan, semua las dan posisinya dapat digolongkan ke dalam lima kelompok dasar. Ini adalah: posisi Down-hand atau Flat atau Ground, Horizontal, Vertical, Overhead dan Inclined. Semua posisi ini diatur untuk mempersiapkan ujungnya sesuai dengan sifat pekerjaan, ketebalan logam, dan kapasitas beban atau kekuatan.
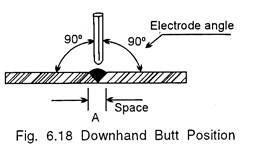
Lasan ke bawah atau tanah berjalan ke segala arah pada posisi tanah atau datar. Manik yang sedikit menyebar disimpan di sepanjang sambungan. Lasan satu lapis diendapkan di permukaan. Lasan bawah adalah yang paling mudah dibuat karena logam cair tidak akan keluar dari kawah.
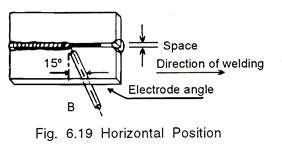
Pengelasan ke bawah berlaku untuk las bantalan, las butt, dan las sudut. Lasan horizontal adalah las yang berjalan secara horizontal pada permukaan. Paling umum adalah lasan butt horizontal di kapal dan reservoir. Persiapan sambungan biasanya terbatas pada satu bevel di sisi atas.
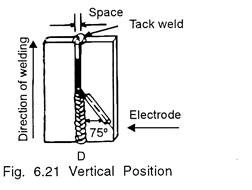
Sebuah las vertikal adalah salah satu yang berjalan secara vertikal pada permukaan vertikal. Dalam pengelasan vertikal, gumpalan logam elektroda cair dan logam cair di kawah cenderung mengalir ke bawah. Oleh karena itu, busur pendek sangat penting, untuk mengurangi jarak antara ujung elektroda cair dan kolam las dan gumpalan di ujung elektroda menyatu dengan logam cair di kawah.
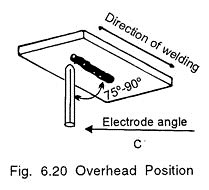
Lasan overhead adalah salah satu yang harus disimpan di atas kepala tukang las. Lasan overhead jauh lebih sulit dilakukan daripada yang lain. Genangan di sini terbalik, dan logam cair cenderung mengalir ke bawah. Poin terpenting dalam pengelasan overhead adalah bahwa busur harus dipegang sesingkat mungkin untuk memfasilitasi transfer logam elektroda ke genangan air.
Ketika ujung elektroda cair menyentuh kolam di atas kepala, gaya tegangan permukaan dan adhesi mengangkat gumpalan dari elektroda dan menyebabkannya menyebar ke permukaan kolam. Pengelasan overhead membutuhkan banyak latihan untuk menyimpan las yang baik. Pada pengelasan overhead, arus dan ukuran elektroda harus lebih kecil dari pada pengelasan bawah.
Posisi Miring:
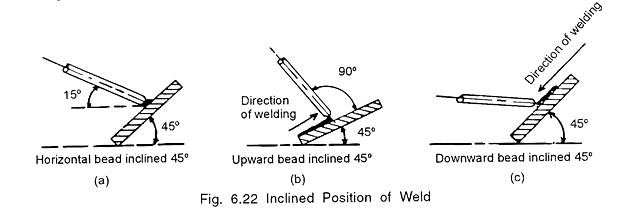
Tipe lain dari posisi las adalah Posisi miring. Miring berarti pengelasan miring pada permukaan miring 45°. Di sini gaya gravitasi cenderung menyebabkan materi cair mengalir ke bawah dalam las posisi datar. Untuk menghasilkan manik-manik yang tepat dalam posisi miring, busur pendek harus digunakan.
Manik horizontal membutuhkan arus yang sama dengan manik serupa yang disimpan pada posisi fluks. Pengelasan ke atas pada posisi vertikal membutuhkan arus yang sedikit lebih sedikit daripada pengelasan datar dan pengelasan ke bawah membutuhkan arus yang sedikit lebih banyak.
Gambar 6.22 (a),(b),(c) menunjukkan perbedaan posisi las miring.
Penggunaan Backing Strip:
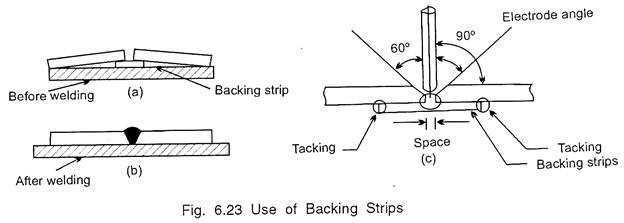
Penggunaan ‘Backing Strips’ adalah teknik pengelasan modern. Pada butt weld, jarak antar pelat harus sekecil mungkin, cukup untuk penetrasi yang baik. Tapi celah yang berlebihan harus dihindari. Sudut yang disertakan tidak boleh melebihi 60°. Untuk bagian yang berat persiapan double vee harus disiapkan.
Dalam mengelas dua pelat dengan satu V-preparation, rencana yang baik adalah menempatkan ‘Backing Strips’ di bawah sambungan [Gambar 6.23(a)]. Sehingga terbentuk bukaan yang meningkat, saat backing strip tidak digunakan. Setelah pengelasan pelat akan menyelaraskan diri. Penggunaan backing strip dapat menghindari distorsi setelah pengelasan.
Gambar 6.23(a), (b), (c) menunjukkan posisi tersebut.