Artikel ini memberikan catatan tentang pengukur las.
Setelah pengelasan, lasan diperiksa ukuran dan bentuknya dengan alat pengukur las. Ini adalah pelat logam atau lembaran pengukur tinggi dengan potongan yang sesuai dengan penampang dari ukuran dan jenis las tertentu.
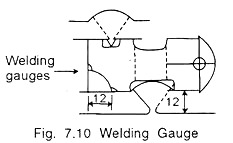
Alat pengukur lain, sederhana dalam desain, ditunjukkan pada Gambar. 7.11 untuk mengukur ketebalan leher las sudut. Pembacaan ketebalan tenggorokan ditunjukkan pada garis lengkung pengukur. Pengukur dipegang seperti yang ditunjukkan pada gambar sampai titik kurva di pengukur menyentuh bagian tengah permukaan las dan kurva pengukur juga bertumpu pada dua sisi yang membuat sambungan T.
Pada B, ketebalan tenggorokan las sudut adalah 5-6 mm yang merupakan titik pada pengukur yang menyentuh bagian tengah muka las.
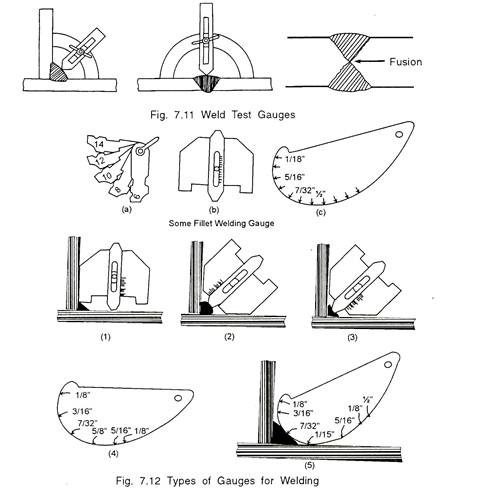
Pada setiap pengukur angka dilubangi yang menunjukkan ketebalan benda kerja dalam milimeter untuk las butt, dan kaki dalam milimeter untuk las sudut. Dengan demikian, sulit untuk menjaga ukuran las dalam batas akurat—setiap pengukur memiliki potongan untuk ukuran maksimum dan minimum las yang diberikan. Satu set pengukur untuk ukuran las yang paling umum digunakan (6-14 mm) dijepit dengan cincin atau baut (Gbr. 7.11).
Ketebalan Tenggorokan Fillet Weld:
Ketebalan tenggorokan sambungan fillet dapat dihitung—ini sama dengan panjang kaki dikalikan dengan kira-kira 0. 7. Gambar 7.13 menunjukkan panjang kaki, ketebalan tenggorokan, permukaan akar, dll.).
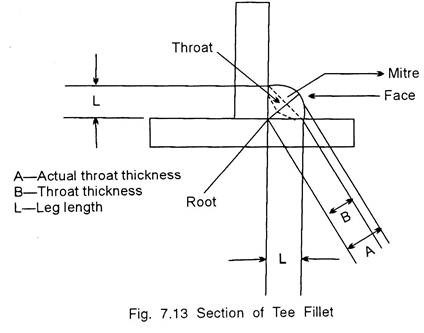
Ini dapat dibagi menjadi dua:
- Ketebalan Tenggorokan Total:
Ketebalan tenggorokan total las sudut adalah jarak yang diambil pada garis yang membagi dua sudut yang dibentuk oleh logam induk, dari penetrasi di luar akar ke puncak kontur las.
- Ketebalan Tenggorokan Sebenarnya:
Ketebalan tenggorokan yang sebenarnya dari las fillet cembung dan mitra adalah jarak dari titik penetrasi akar ke pusat garis lurus yang menghubungkan Tees (diambil pada garis yang membagi dua sudut yang dibentuk oleh logam induk). Dalam kasus las sudut cekung, jaraknya adalah dari titik penetrasi akar ke muka kontur.
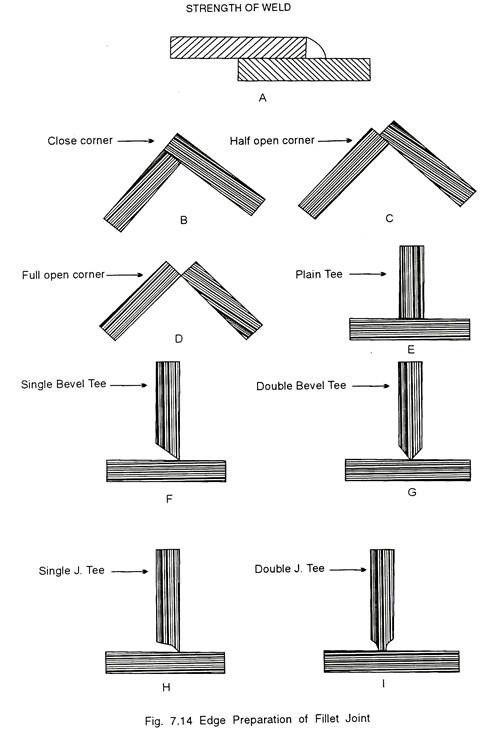
Persiapan Tepi Sendi Fillet:
Persiapan tepi mungkin diperlukan pada sambungan Fillet sesuai dengan posisi las.
Sesuai aplikasi sambungan, Fillet dapat diklasifikasikan ke dalam jenis berikut:
- Fillet Pangkuan:
Putaran fillet tunggal dan putaran fillet ganda hanya membutuhkan tepi persegi. Ini memiliki keuntungan karena praktis tidak memerlukan pemesinan apa pun untuk menyesuaikan tepinya. Sangat cocok untuk pelat las dari semua ketebalan.
- Fillet Sudut:
Sambungan sudut ini dapat diklasifikasikan menjadi tiga jenis:
(a) Sambungan Sudut Tertutup:
Ini digunakan di bawah 12 lembaran logam pengukur. Tidak diperlukan persiapan tepi untuk fit-up sebelum sambungan.
(b) Sambungan Sudut Setengah Terbuka:
Digunakan pada lembaran dengan ketebalan 12 gauge hingga 5 mm. Jenis sambungan ini membentuk alur dan memungkinkan penetrasi las yang baik ke akar dan penampilan yang baik. Tidak diperlukan penetrasi.
(c) Sambungan Sudut Terbuka Penuh:
Ini dapat digunakan pada ketebalan pelat apa pun. Jika dilas dari kedua sisi cocok untuk beban yang sangat berat dan juga memiliki distribusi tegangan yang sangat baik. Membutuhkan tepi persegi. Diperlukan lebih banyak logam pengisi. Fit-up agak sulit. Perangkat penjepit dan pengelasan yang sesuai diperlukan untuk mendapatkan pengelasan yang benar.
- Sambungan Tee-Fillet:
Ada berbagai jenis Tee-fillet yang digunakan dalam industri:
(a) Sambungan Tee Polos:
Ini digunakan hingga pelat setebal 12 mm. Tidak diperlukan persiapan piring dan pemasangan bisa cepat dan ekonomis. Pelat dapat dilas baik dari satu atau kedua sisi.
(b) Sambungan Tee Bevel Tunggal:
Jenis sambungan ini mampu menahan beban yang lebih berat daripada sambungan Tee biasa. Ini digunakan untuk ketebalan pelat 10-16 mm. Anggota vertikal harus dikerjakan atau disiapkan pada sudut 35°45° yang memiliki permukaan akar.
(c) Sambungan Tee Bevel Ganda:
Ini digunakan untuk pelat berat hingga ketebalan 12 mm. Anggota vertikal harus disiapkan dari kedua sisi pada sudut 35°-45° yang memiliki permukaan akar. Digunakan untuk beban berat. Dalam hal ini, biaya Elektroda kurang dari satu sambungan Tee.
(d) Sambungan J-Tee Tunggal:
Umumnya digunakan pada pelat setebal 12 mm ke atas, atau bagian yang lebih berat. Jika dilas dari satu sisi, kehati-hatian harus dilakukan untuk mengamankan penetrasi akar yang baik. Anggota vertikal harus disiapkan dalam bentuk ‘J’, seperti yang ditunjukkan pada Gambar 7.14. Biaya preparasi sambungan ini lebih tinggi daripada sambungan Bevel Tee.
(e) Sambungan J-Tee Ganda:
Digunakan pada pelat 12 mm ke atas atau di bagian yang lebih berat. Penetrasi akar yang baik dan fusi permukaan sangat penting untuk mencegah kegagalan pada beban berat. Anggota vertikal harus disiapkan dari kedua sisi dalam bentuk ‘J’. Mereka tidak memiliki dimensi yang sama. Persiapan sendi lebih tinggi daripada sambungan V-Tee dan sambungan J-Tee tunggal. Semua bagian ditunjukkan pada Gambar. 7.14.