Setelah membaca artikel ini Anda akan belajar tentang:- 1. Proses Press Forging 2. Keuntungan Press Forging 3. Keterbatasan.
Proses Penempaan Tekan:
Penempaan yang dilakukan dengan bantuan pengepres dikenal sebagai penempaan tekan. Ini biasanya disebut pengepresan panas, dan dilakukan dengan menggunakan pengepres hidrolik atau pengepres mekanis (jenis engkol).
Penempaan pers mirip dengan penempaan jatuhkan tetapi menggunakan aksi pemerasan tunggal, terus menerus, dan lambat alih-alih serangkaian pukulan tumbukan. Karena perjalanan ram yang lambat dan aksi terus-menerus dari pengepres hidrolik, deformasi menembus lebih dalam sehingga seluruh volume benda kerja secara bersamaan dan seragam mengalami deformasi plastis. Sedangkan pada drop forging, energi hanya disalurkan ke lapisan permukaan benda kerja.
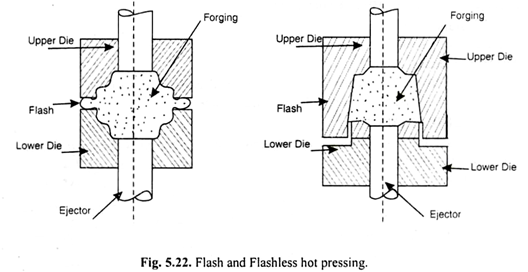
Praktik industri yang baik adalah menggunakan blanko berbentuk atau bentuk awal sehingga dapat ditempa dalam satu pukulan terus menerus. Penempaan pers mungkin dari jenis flash tanpa daging. Dalam flash-press-forging, kelebihan logam di-flash di selokan, disediakan di garis perpisahan, sedangkan dalam flashless-press-forging, seluruh material digunakan untuk mengisi rongga die.
Dalam kedua proses tersebut, bagian yang ditempa didorong keluar dari rongga cetakan melalui ejektor, seperti yang ditunjukkan pada Gambar 5.22:
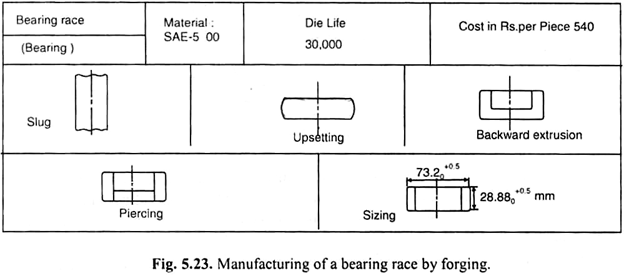
Keduanya, pengepres hidrolik dan pengepres mekanis digunakan untuk operasi penempaan tekan. Pengepres mekanis digunakan untuk pekerjaan ringan sedangkan pengepres hidrolik digunakan untuk pekerjaan berat. Selain itu, pengepres mekanis beroperasi lebih cepat daripada pengepres hidrolik tetapi memberikan gaya pemerasan yang lebih sedikit. Gambar 5.23. Memperlihatkan urutan operasi, perkiraan masa pakai die untuk produksi roda bantalan.
Keuntungan Penempaan Tekan:
- Produktivitas lebih tinggi daripada penempaan jatuh.
- Akurasi yang lebih besar dalam hal toleransi antara 0,01 hingga 0,02 inci.
- Cetakan yang digunakan dalam penempaan tekan memiliki konsep yang lebih sedikit, oleh karena itu bentuk yang lebih rumit dapat ditempa dengan akurasi dimensi yang lebih baik.
- Kecepatan, tekanan, dan perjalanan die dikontrol secara otomatis, dalam penempaan tekan.
- Kemungkinan otomasi proses melalui mekanisme blank feeding dan forging removal.
- Operasi selesai dalam satu aksi pemerasan, menghemat waktu.
- Deformasi plastis masuk jauh ke tengah benda kerja, memberikan deformasi yang seragam dan simultan di seluruh logam.
- Kapasitas pengepres mulai dari 500 hingga 9000 ton dan jumlah langkah kerja per menit bisa mencapai 40 atau bahkan 50. Berarti 40 hingga 50 bagian diproduksi per menit.
- Penempaan pers, oleh karena itu, cocok untuk produksi massal mur, baut, paku keling, sekrup, tuas pemutus, roda bantalan, katup, dll.
Keterbatasan Penempaan Tekan:
Namun demikian, penempaan pers memiliki batasan-batasan tertentu, yaitu:
- Biaya modal awal lebih tinggi dibandingkan dengan drop forging, karena biaya pengempaan engkol selalu lebih tinggi daripada palu yang setara.
- Kesulitan membersihkan kerak blanko adalah kekurangan lain dari proses ini.
- Proses ini sesuai secara ekonomis hanya jika peralatan digunakan secara efisien.
