Artikel ini menyoroti sepuluh penugasan toko teratas pada pengelasan busur. Beberapa penugasan bengkel adalah: 1. Pengelasan Besi Cor dengan Busur 2. Pengelasan Besi Cor Perunggu dengan Busur 3. Fusi CI ke MS dengan Elektroda Hidrogen Rendah dengan Busur 4. CI ke MS dengan Elektroda Perunggu dengan Busur 5. Tahan Karat Pengelasan Baja dengan Arc 6. Sambungan Butt Stainless Steel dengan Arc dan beberapa lainnya.
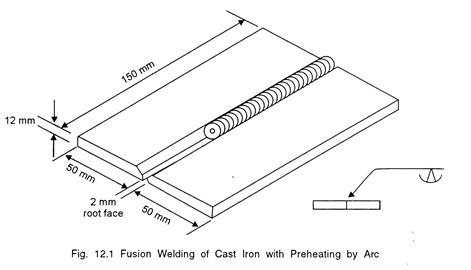
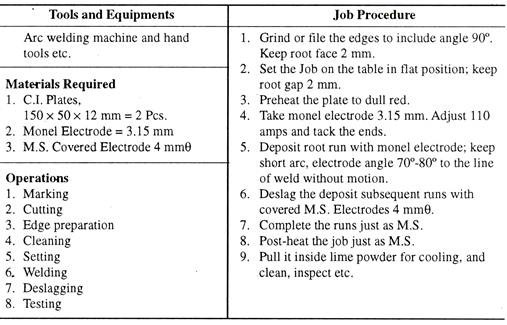
Penugasan Toko # 1. Pengelasan Besi Cor dengan Busur:
Metode Pengelasan:
Ada empat jenis pengelasan yang diadopsi dalam memperbaiki Gray CI:
- Elektroda Busur Terlindung;
- Batang pengisi atau elektroda besi tuang;
- Elektroda logam monel;
- Elektroda Fosfor-Perunggu.
Persiapan Pengelasan:
Pembersihan: Ada dua jenis pembersihan:
(1) Kimia; dan
(2) Mekanis. Cara Menyiapkan Pinggirannya
(1) Tepi untuk pengelasan dapat dilakukan dengan pahat titik intan, hidung bundar berpotongan silang, dan pahat datar.
(2) Pengeboran sejumlah lubang pada garis retakan; satu lubang menyentuh yang lain dan kemudian memotong tepi dan dengan demikian membentuk tepi untuk pengelasan.
Pemanasan awal sangat penting sebelum pengelasan CI
Deteksi Retak:
Untuk menemukan retakan berbulu pada Besi Cor, pertama-tama tempelkan minyak pelumas di atas permukaan dan singkirkan dengan kain. Sekarang aplikasikan kapur yang sudah direndam dengan kuas di atas permukaan dan biarkan mengering; Toko Anda akan melihat lekukan berminyak seperti retakan berbulu.
Cara Menangkap Crack:
Untuk menahan retakan, ambil satu inci (1″ = 2,54 cm) di atas retakan dan bor lubang 3/8θ hingga kedalaman 1/2″ (1,2 cm) atau 5/8″ (1,6 cm) di kedua sisi , jika memungkinkan. Gabungkan lubang-lubang itu dengan retakan berbulu dengan menggunakan pahat hidung bulat berbentuk alur ‘Vee’.
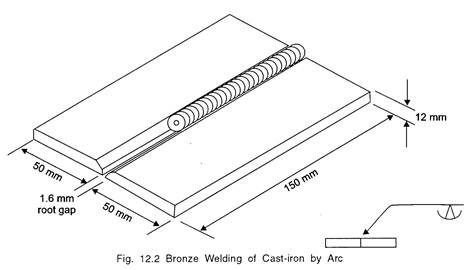
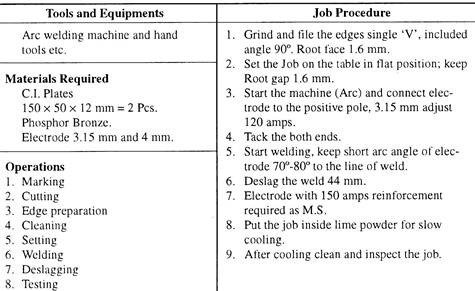
Penugasan Toko # 2. Pengelasan Perunggu Besi Cor oleh Arc:
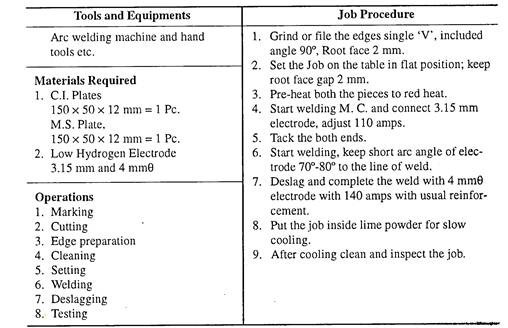
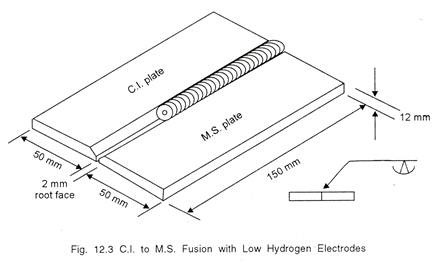
Tugas Toko # 3. CI ke MS Fusion dengan Elektroda Hidrogen Rendah oleh Arc:
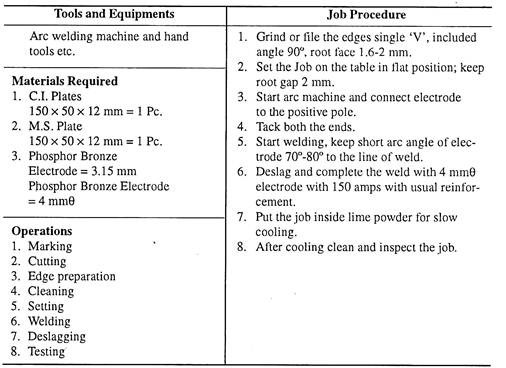
Tugas Toko # 4. CI ke MS dengan Elektroda Perunggu oleh Arc:
Penugasan Toko # 5. Pengelasan Stainless Steel oleh Arc:
Tujuan:
Untuk belajar:
(a) Jenis Baja Tahan Karat;
(b) Metode Pengelasan;
(c) Peluruhan las dan pengendaliannya.
(a) Jenis:
(1) Feri;
(2) Martensitik;
(3) Austenitik.
(b) Metode Pengelasan:
Tepi harus disiapkan sesuai dengan ketebalannya. Hingga 3/16″ pantat persegi, 3/16″-1/2″ tunggal ‘V’; di atas 1/2″ double ‘V” lebih disukai. Sebelum memulai pengelasan diperlukan pemanasan awal dengan nyala gas. Saat pengelasan, backing strip harus disediakan untuk menghindari kegagalan logam cair. Busur pendek lebih disukai dan gerakan bolak-balik untuk elektroda disarankan.
(c) Peluruhan Las:
Ketika baja tahan karat austenitik yang tidak stabil ditahan untuk waktu yang cukup lama dalam kisaran suhu sekitar 500-800°C, pengendapan karbida kaya krom kompleks terjadi pada batas butir kristal. Hal ini menyebabkan penurunan kandungan kromium di dekat batas butir, menghasilkan ketahanan korosi yang lebih rendah dan biasanya menyebabkan korosi intergranular.
Ketika ini biasanya terjadi dalam pengelasan, fenomena ini dikenal sebagai “Peluruhan Las”.
Cara menghindari Peluruhan Las:
Peluruhan las dapat dihindari dengan memanaskan pekerjaan setelah pengelasan hingga 1.100° C dan mendingin dengan cepat baik dengan pendinginan dalam air atau dengan peledakan udara, sehingga tidak memungkinkan pembentukan krom karbida. Hal ini juga dapat dihindari dengan menambahkan zat penstabil pada logam induk seperti Titanium, Columbium dan Molybdenum, yang akan menstabilkan karbon dan tidak membiarkannya terbentuk menjadi Chrome Carbide.
Elektroda harus digunakan untuk jenis elektroda baja tahan karat khusus sesuai sifat pekerjaan, ketebalan logam, penyiapan tepi, dll.
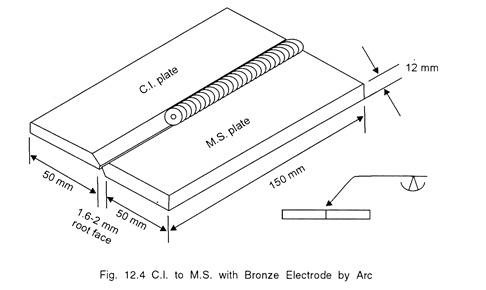
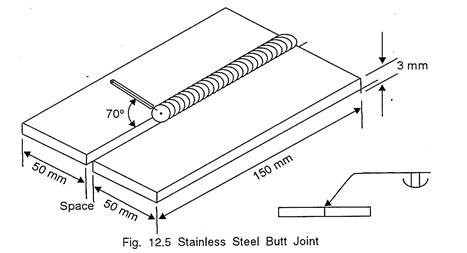
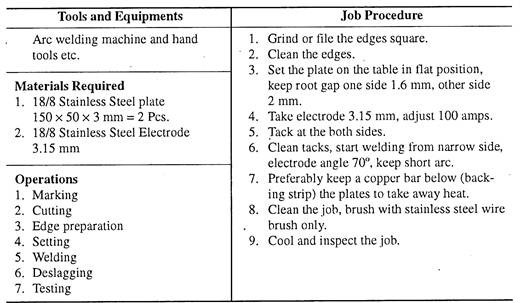
Penugasan Toko # 6. Sambungan Butt Stainless Steel oleh Arc:
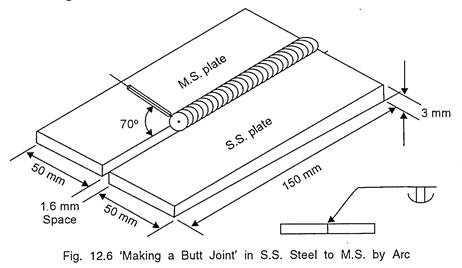
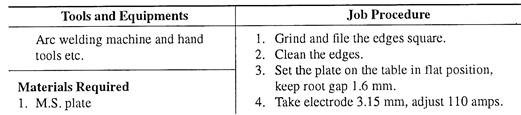
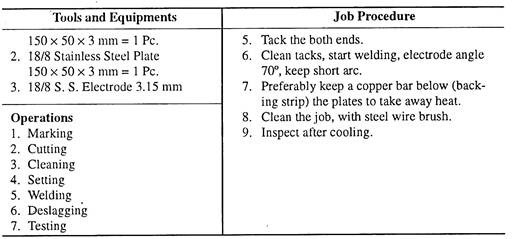
Tugas Toko # 7. Membuat Butt Joint di SS Steel ke MS oleh Arc:
Penugasan Toko # 8. Pengelasan Busur Aluminium:
Aluminium dapat berhasil dilas dengan proses Argon-arc menggunakan elektroda tungsten. Selain busur-argon, logam ini dapat dilas dengan proses karbon atau busur logam, menggunakan elektroda yang dapat dikonsumsi dan tidak dapat dikonsumsi.
Saat meleleh, aluminium membentuk lapisan oksida yang memiliki titik leleh jauh lebih tinggi daripada aluminium murni. Aluminium oksida yang terbentuk selama proses pengelasan menyelubungi butiran logam dan menghambat penggabungannya. Fluks terdiri dari Fluorida dan Klorida, meskipun Cryolite juga dapat digunakan.
Dalam penyimpanan, fluks harus dilindungi dari kelembapan, sebaiknya di udara dan wadah kedap kelembapan. Setelah pengelasan, lasan harus dibilas dengan air panas untuk menghilangkan kelebihan fluks, jika tidak maka akan menyerang aluminium. Dalam pengelasan busur manual aluminium dengan elektroda yang dapat dikonsumsi, berbagai pelapis digunakan sebagai pengganti fluks. Satu batubara tersebut mengandung 50 persen Kalium Klorida, 30 persen Natrium Klorida, dan 20 persen Kriolit.
Elektroda harus ditangani dengan hati-hati karena pelapisnya secara mekanis sangat lemah. Pengelasan dilakukan dengan arus searah, polaritas terbalik. Pengelasan argon-arc aluminium manual dilakukan dengan arus bolak-balik yang disuplai oleh konverter. Mesin otomatis telah dikembangkan untuk proses argon-arc di mana batang pengisi diumpankan secara mekanis.
Paduan aluminium seperti Silumin (dicampur dengan Silikon) dan paduan Aluminium dicampur dengan mangan dan magnesium dilas dengan proses yang sama.
‘Industri Pesawat Terbang’ terutama bergantung pada aluminium dan paduannya.
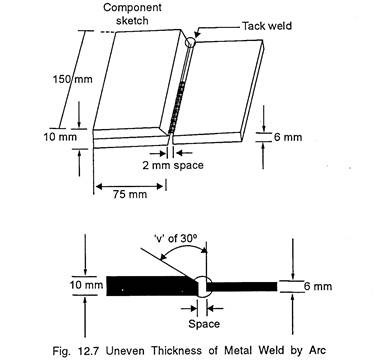
Penugasan Toko # 9. Ketebalan Logam Tidak Rata (Sambungan):
Tugas Toko # 10. Pengelasan Lembar Pengukur Cahaya dengan Busur:
Lembar pengukur cahaya (baja), dengan ketebalan mulai dari 16 pengukur (1/16 inci) hingga 11 pengukur (1/8 inci) harus menggunakan las gas. Tetapi jika las gas tidak tersedia, las busur dapat digunakan. Pengelasan lembaran tipis jenis ini sangat sulit dengan busur.
Lebih sulit untuk menyerang busur secara terus menerus. Ini membutuhkan arus rendah 50-80 amp dengan 12-14 elektroda SWG. Jika arus tinggi digunakan maka akan membakar bagian yang tipis. Lembar pengukur cahaya cenderung melengkung atau mendistorsi lebih dari bagian yang berat.
Jadi, sebelum bergabung dengan lembar pengukur cahaya, disarankan untuk menggunakan ‘Jig’ dan ‘Fixtures’ atau beberapa strip pendukung; karena ini akan membantu menghilangkan panas berlebih dan dengan demikian mengendalikan distorsi. Jika ‘Jig dan Perlengkapan’ atau alat penahan tidak tersedia, pengelasan dapat dilanjutkan dengan teknik langkah mundur atau penyambungan sambungan secara berkala. Pengaturan ini disebut “sendi tak terkendali.”
Lembaran logam pengukur cahaya umumnya dilas dari satu sisi dan sangat penting untuk meningkatkan kecepatan atau perjalanan dengan sangat cepat, jika tidak, lembaran tersebut akan terbakar atau rusak. Pekerjaan yang harus dilakukan di semua posisi sesuai dengan sifat pekerjaan. Dalam membuat las tepi, tepi lembaran harus dipasang rapat. Busur harus dipegang cukup lama untuk mendapatkan lasan atau manik bulat yang halus.
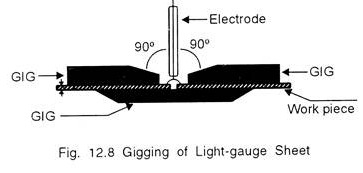
Dalam membuat las Butt pada lembaran logam, penopang sambungan sangat penting dengan sebatang tembaga atau pelat tembaga yang lebih tebal. Jika palang penyangga tembaga tidak tersedia, benda kerja atau pekerjaan harus dibuat dengan bantalan ringan pada permukaan meja las (Gbr. 12.8).
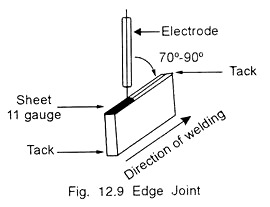
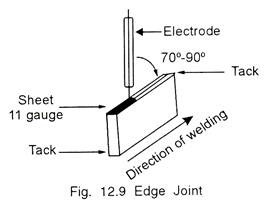
Sambungan Tepi:
Membuat lasan tepi pada lembar pengukur cahaya (mendekatkan ujung ke ujung) tanpa gigging tetapi menempel di ujung bawah. Sudut elektroda 70°-90°, Amps 50, Elektroda 14 SWG.
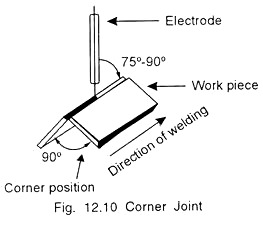
Sambungan Sudut:
Sambungan sudut luar pada lembar pengukur cahaya dalam posisi menghadap ke bawah. Pengukur logam 12; Elektroda 14 SWG, Amps 50. Untuk mengelas dengan posisi datar atau ke bawah elektroda harus tegak lurus dengan las; jika tidak ujung-ujungnya akan terbakar oleh panas.