Setelah membaca artikel ini, Anda akan belajar tentang pemuaian, penyusutan, dan distorsi logam.
Dalam ilmu pengelasan, pemuaian dan penyusutan logam adalah hal yang paling penting. Ketika logam padat dipanaskan, atom-atomnya bergetar lebih banyak tentang posisinya dalam kisi (jaringan batang silang). Ini menyebabkan mereka mengambil lebih banyak ruang, sehingga logam padat mengembang dari bentuk aslinya. Sebagian besar zat memuai saat dipanaskan dan menyusut saat didinginkan—sehingga atom-atom kembali ke keadaan getaran normalnya.
Dalam pengelasan busur, ‘Pekerjaan’ dinaikkan ke titik leleh dalam area yang sangat terbatas, tetapi suhunya turun tajam dari zona yang dipanaskan. Hal ini disebabkan oleh konduktivitas termal yang tinggi dari benda kerja, pelepasan panas berikutnya yang cepat dan volume kecil dari logam yang dipanaskan.
Kondisi ini mencegah pemuaian yang seragam dari logam dan dapat menghasilkan regangan internal yang serius, distorsi, dan bengkok (berputar keluar dari bentuk).
Tegangan internal logam las tetap ada pada sambungan las. Tekanan seperti itu berbahaya, karena dapat merusak kekuatan las. Terlepas dari perlakuan panas korektif dalam bentuk anil, distorsi, dan tekanan dapat dikontrol dengan urutan pengelasan yang sesuai, pengelasan pada bagian yang tidak teredam dll.
Metode terbaik untuk menghilangkan tekanan adalah dengan anil lasan, dan dalam pengelasan alat pengukur berat, hal itu dilakukan dengan memanaskan logam las.
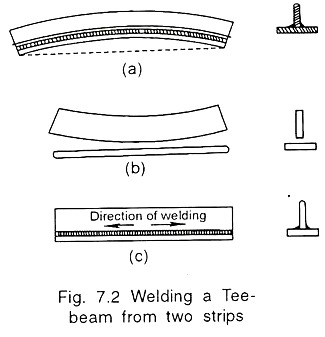
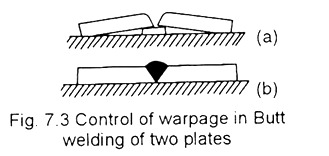
Warp-age disebabkan oleh tekanan internal dan karena kontraksi lasan. Gambar 7.2(a), (b), (c) menunjukkan sedikit tekukan balik vertikal, setelah pengelasan. Gambar 7.3(a), (b) menunjukkan tegangan dan warp-age dari rangkaian las.
Logam memuai lebih banyak daripada zat padat lainnya, dan ada banyak contoh praktis dari pemuaian ini. Cincin besi (dibuat dengan pelat M/S datar) atau ban dibuat lebih kecil dari roda agar muat di gerbong gerobak. Mereka dipanaskan terlebih dahulu dan diperluas ke ukuran roda (terbuat dari kayu) dan dipasang saat panas.
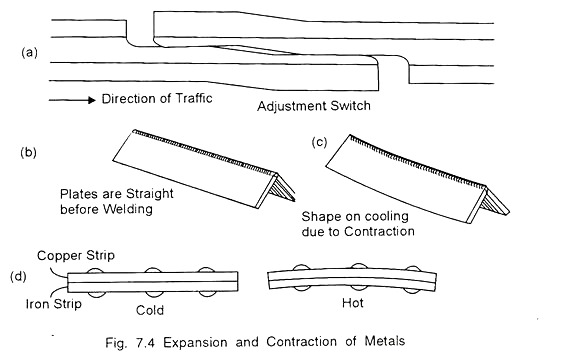
Saat didinginkan dengan cepat, mereka berkontraksi dan mencengkeram roda dengan kuat, juga, kita tahu ada celah di antara panjang jalur kereta api, karena mereka mengembang dan berkontraksi dengan perubahan suhu atmosfer. Gambar 7.4(a) menunjukkan sambungan ekspansi yang digunakan oleh jalur kereta api.
Sekarang, dalam metode konstruksi rel modern, hanya 100 m rel terakhir yang diperbolehkan untuk melebar secara longitudinal dari total panjang rel yang dilas, dan dengan demikian menyesuaikan pergerakan dalam kapasitas perluasan sambungan.
Jembatan besar dipasang pada rol yang dipasang pada pilar pendukung agar jembatan dapat melebar. Contoh terkenal penggunaan gaya yang diberikan selama ekspansi dan kontraksi adalah penggunaan batang besi untuk menarik atau memperkuat dinding bangunan yang rusak.
Logam yang berbeda mengembang dengan jumlah yang berbeda. Hal ini dapat ditunjukkan dengan menyatukan sebatang tembaga dan sebatang besi dengan panjang sekitar 0,5-0,6 m dan lebar 25 mm. Jika batang komposit ini dipanaskan maka akan bengkok, dengan tembaga berada di bagian luar bengkokan. Gambar 7.4(d) menunjukkan bahwa tembaga lebih mengembang daripada besi.
Distorsi adalah musuh besar pengelasan. Ilmu Pengelasan tidak dapat menghindari distorsi tetapi meminimalkannya. Saat dipanaskan, baja mengembang; ketika didinginkan, itu berkontraksi. Karena sifat-sifat ini, logam mengubah posisi relatifnya—ini dikenal sebagai Distorsi.
Distorsi terdiri dari tiga jenis:
- Distorsi sudut;
- Distorsi longitudinal;
- Distorsi melintang.
Pada saat pengelasan—busur listrik atau oxy-acetylene—kolam logam cair menyatu dari sisi sambungan dan dari elektroda. Saat pengelasan berlangsung, kolam ini bergerak dan panas hilang melalui konduksi dan radiasi.
Setelah itu logam las mendingin dengan cepat. Distorsi selanjutnya disebabkan oleh banyak faktor—ukuran pekerjaan, jumlah logam las yang diendapkan, konduktivitas termal logam induk dan titik lebur; dan juga panas spesifik dari logam las.
Saat las berlangsung, area di sekitar las berada dalam kondisi ekspansi dan kontraksi yang bervariasi dan serangkaian gaya ganda diatur dalam logam las. Akibatnya, tekanan akan menyebabkan deformasi sendi tertentu.
Deformasi ini terdiri dari dua jenis:
(1) Deformasi elastis,
(2) Deformasi plastis.
Untuk mencegah distorsi dan menghilangkan tekanan, beberapa percobaan dapat dilakukan:
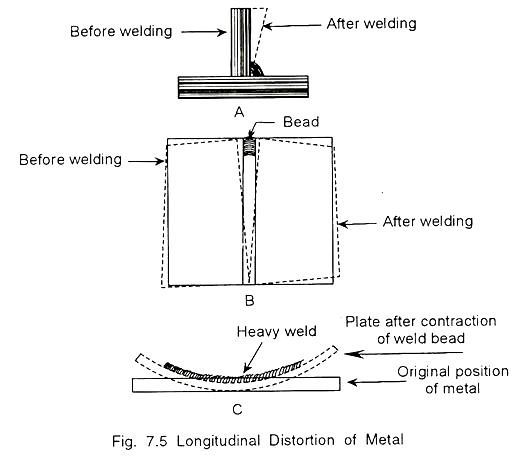
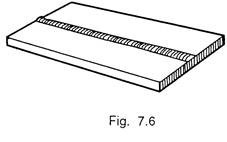
Depositkan lapisan logam las lurus dengan busur, menggunakan arus kecil dan elektroda ukuran kecil pada dua pelat baja, masing-masing 150 mm x 35 mm x 6 mm. Akan ditemukan bahwa tidak ada distorsi yang terjadi saat pelat mendingin.
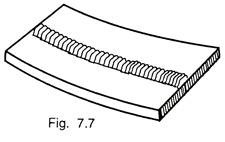
Di sisi lain, kita dapat mendepositkan lapisan pada pelat kedua dengan cara yang sama, menggunakan elektroda berukuran lebih besar dengan arus yang lebih berat. Ini akan memberikan lapisan yang lebih luas dan lebih dalam. Ditemukan bahwa pelat terdistorsi dan tertekuk ke atas dengan las di bagian dalam tekukan.
Pada operasi pertama, jumlah panas yang diberikan ke pelat kecil, dan tidak terjadi distorsi. Pada operasi kedua, lebih banyak logam las diletakkan, dan akibatnya, suhu las jauh lebih tinggi di sisi atas pelat.
Jadi, setelah pendinginan, distorsi terjadi pada logam las sisi atas. Untuk mencegah distorsi, pelat las dipasang pada wakil atau jig sebelum pengelasan. Namun distorsi tidak bisa dihindari, hanya diminimalisir.
