Artikel ini menyoroti tiga jenis utama metode pengelasan sambungan. Jenisnya adalah: 1. Scarf Butt Method 2. Forged Welded Chain Link 3. Forge Cleft T-Shaped Joint.
Metode Pengelasan Bersama: Tipe # 1. Metode Butt Scarf:
Ada banyak variasi persiapan las yang digunakan dalam proses las tempa. Tetapi semua aplikasi harus menyediakan pemosisian komponen yang akan disambung dengan cepat dan bebas selip, memungkinkan akses untuk palu dan perkakas lain serta material tambahan untuk ditempa.
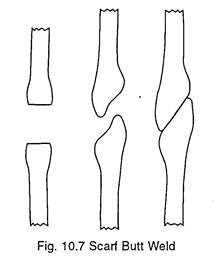
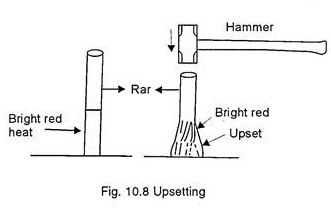
Scarf butt weld adalah salah satu operasinya. Spesimen yang akan dilas dipanaskan hingga berwarna merah terang atau kuning. Gambar 10.7 menunjukkan bagaimana memungkinkan persiapan syal pada ujung yang akan dilas. Operasi yang digunakan untuk mendapatkan ujung-ujung Gambar 10.8—mengejutkan ujung-ujung dua potong batang (mungkin bulat atau persegi).
Bawa keduanya ke panas las putih cemerlang, dengan cepat letakkan di salah satu flat envil, posisikan yang lain di atasnya dan palu dengan cepat. Oksida dikeluarkan dari sela-sela syal dan logam panas bersih dipaksa melakukan kontak dekat karena suhu tinggi. Jadi mereka dilas ke ukuran dan bagian yang dibutuhkan dan mencerminkan pengelasan yang benar-benar homogen.
Metode Pengelasan Bersama: Tipe # 2. Tautan Rantai Dilas Tempa:
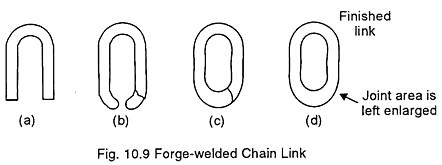
Metode menempa yang sangat berguna. Panjang bahan yang dihitung dipotong-potong dari batang atau batang. Bagian tengah dipanaskan hingga panas merah terang dan ditekuk menjadi bentuk ‘U’ dengan sisi ‘U’ dengan panjang yang sama. Ujung U yang terbuka dipanaskan kembali menjadi panas kuning dan kemudian disiapkan untuk pengelasan dengan memegang masing-masing, secara bergantian, di tepi landasan pada sudut sekitar 45 ° ke tepi.
Kemudian pukulan palu pada bagian las tumpang tindih dengan bagian yang tebal menjadi kontak yang erat, membentuk persiapan yang dirajut. Pengelasan sekarang dilakukan dengan memegang mata rantai dengan benar sesuai dengan benda kerja. Ketika suhu pengelasan telah tercapai, sambungan dengan cepat dihilangkan dari api dan diletakkan mendatar di permukaan landasan. Pukulan palu cepat bergabung dengan tautan. Gambar 10.9 menunjukkan mata rantai palsu.
Metode Pengelasan Gabungan: Tipe # 3. Forge Cleft T-Shaped Joint:
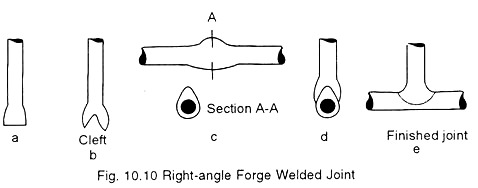
Ini adalah persiapan sendi tipe ‘celah’. Bagian lurus dipanaskan sampai panas kuning pada posisi lasan dan dibalik untuk menambah ketebalan. Ini berfungsi di satu sisi, dan bibir—meruncing di bagian—ditarik keluar dari benda kerja. Potongan lainnya juga dibalik dan potongan dibuat pada akhirnya, sisi potongan dibuka dan diruncingkan untuk membentuk dua titik datar yang saling bercabang.
Kedua potongan sekarang dibawa ke panas las penuh pada posisi persiapan syal. Segera setelah potongan-potongan tersebut dirasa saling menempel—setelah oksida dikeluarkan—pekerjaan dengan cepat dibalik ke sisinya dan sisi celah dari preparasi dipalu untuk menyelesaikan pengelasan.
Karya tersebut kemudian ditempa dengan ukuran dan bagian yang diperlukan dan sudutnya disesuaikan dengan bentuk ‘T’. Preparat ini dapat digunakan untuk material berpenampang bulat maupun persegi.
Kadang-kadang las butt syal sumbing dapat digabungkan pada bagian logam yang lebih berat. Kedua potongan dipanaskan dan dibalik ujungnya. Yang satu memiliki titik datar—agak tiba-tiba—ditempa di atasnya sementara yang lain terbelah. Kaki yang dibentuk oleh belahan diruncingkan untuk membentuk dua titik datar di mana potongan pertama akan pas.
Setelah dipanaskan, potongan-potongan itu runcing dan dengan cepat dipalu menjadi satu. Gambar 10.10 menunjukkan las butt ‘T’ dan Butt cleft scarf.