Artikel ini menyoroti empat varian utama proses Shielded Metal Arc Welding (SMAW). Variannya adalah: 1. Pengelasan Elektroda Sentuh 2. Pengelasan Elektroda Bunched 3. Pengelasan Multi-Arc 4. Pengelasan Elektroda Masif.
Varian # 1. Pengelasan Elektroda Sentuh:
Pengelasan elektroda sentuh relatif merupakan teknik baru yang membantu meningkatkan laju produksi dan kualitas las.
Dalam pengelasan elektroda sentuh, busur dipukul dengan cara biasa tetapi segera setelah busur stabil terbentuk, elektroda didorong ke bawah menuju benda kerja sehingga lapisan menyentuhnya. Elektroda kemudian dipindahkan pada jalur yang dimaksud sementara lapisan tetap terus berhubungan dengan benda kerja. Elektroda dimiringkan 10° sampai 15° dari vertikal ke arah pengelasan.
Keberhasilan pengelasan elektroda sentuh didasarkan pada fakta bahwa laju leleh bahan pelapis lebih rendah daripada kawat inti. Ini memberikan laras pelapis di sekitar busur dan material dipindahkan melalui jalur yang dilindungi ini. Panjang busur dapat dimanipulasi oleh tekanan yang diberikan pada elektroda.
Laju gerak maju elektroda harus sedemikian rupa sehingga logam cair, terak, dan lapisan remah yang tidak terbakar tertinggal dan elektroda tidak dihubung pendek ke kolam las. Lebar las dapat dikontrol melalui tekanan pada elektroda ke arah pengelasan; lebih tinggi tekanannya, lebih sempit beadnya.
Elektroda yang digunakan untuk pengelasan sentuh biasanya dari jenis rutil dan lapisan dasar dari jenis lapisan berat. Lapisan tebal sangat penting untuk memastikan bibir tidak terbakar untuk membuat teknik ‘sentuhan’.
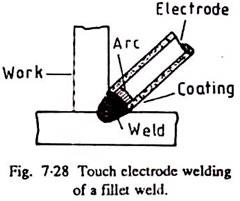
Pengelasan elektroda sentuh memberikan penetrasi yang lebih dalam daripada yang dicapai dengan metode konvensional, hal ini disebabkan konsentrasi panas di dalam area kecil yang dibatasi oleh bibir pelapis yang tidak terbakar. Ini menghasilkan tingkat produksi yang lebih tinggi hingga 50%. Pengelasan sentuh berlaku untuk las butt dan fillet satu lapis downhand (Gbr. 7.28) serta las putaran dan sudut. Metode ini dapat digunakan untuk las multi-run tetapi dengan efisiensi yang berkurang.
Varian # 2. Pengelasan Elektroda Berkumpul:
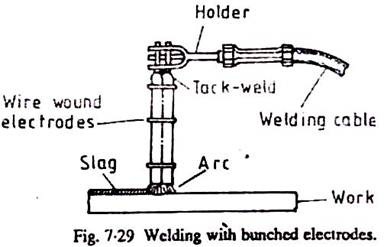
Pengelasan dengan elektroda yang diikat digunakan untuk meningkatkan laju pengendapan logam. Dua sampai enam elektroda dapat dirangkai dengan kawat halus pada tiga atau empat tempat sepanjang panjangnya dan dilas paku pada ujung terbuka atas dimana elektroda tersebut akan ditahan dalam dudukan yang dirancang khusus, seperti pada Gambar 7.29.
Meskipun arus dialirkan melalui semua elektroda dalam tandan tetapi busur dibuat antara kerja dan elektroda terdekat. Busur tetap pada elektroda itu sampai panjang busur terlalu panjang untuk menopang dirinya sendiri dan sementara itu elektroda lain telah bergerak lebih dekat ke permukaan kolam las . Busur, oleh karena itu, melompat ke elektroda dengan celah terkecil antara itu dan pekerjaan, dan prosesnya diulang.
Dengan demikian, busur melompat dari satu elektroda ke elektroda lainnya secara berkala. Dengan penggabungan dua elektroda, laju produksi meningkat sekitar 30% dibandingkan dengan teknik SMAW normal yang menggunakan satu elektroda dengan ukuran yang sama. Hal ini karena dimungkinkan untuk membawa arus pengelasan yang lebih berat tanpa memanaskan elektroda (karena pendinginan inveral); waktu penggantian elektroda berkurang dan efisiensi input panas yang lebih tinggi dapat dicapai.
Terlepas dari efisiensi deposisi yang lebih tinggi, ini bukan teknik yang populer untuk las berkualitas tinggi. Hal ini disebabkan ketidakmungkinan mempertahankan panjang busur yang seragam dan lompatan busur yang teratur dari satu elektroda ke elektroda lainnya yang sering menyebabkan efek merusak atmosfer di sekitarnya pada logam las. Meskipun teknik ini telah digunakan dalam pembuatan kapal untuk meningkatkan laju produksi, namun tidak disarankan untuk mengelas komponen atau struktur penting.
Terkadang menjadi sulit untuk mempertahankan lebar las dengan metode ini. Selain itu, diperlukan kumpulan elektroda dan pemegang elektroda khusus untuk menahannya.
Varian # 3. Pengelasan Multi-Arc:
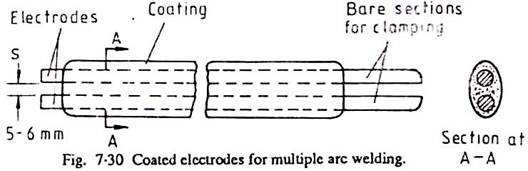
Dalam pengelasan multi-arc, digunakan elektroda kembar yang diisolasi satu sama lain seperti yang ditunjukkan pada Gambar 7.30 dan diredam dalam dudukan elektroda yang dirancang khusus yang mengalirkan arus ke masing-masing elektroda secara terpisah. Jarak ‘S’ antara elektroda adalah 5 sampai 6 mm.
Dua fasa dihubungkan ke dua elektroda dan fasa ketiga dihubungkan ke kerja seperti yang ditunjukkan pada Gambar 7.31. Tiga busur dipertahankan pada satu waktu, dua di antaranya ‘b’ dan ‘c’ dipasang di antara masing-masing elektroda dan benda kerja, sedangkan yang ketiga ‘a’ dipasang di antara elektroda. Akibatnya, laju leleh elektroda dan laju produksi hampir dua kali lipat dibandingkan dengan las busur fase tunggal.
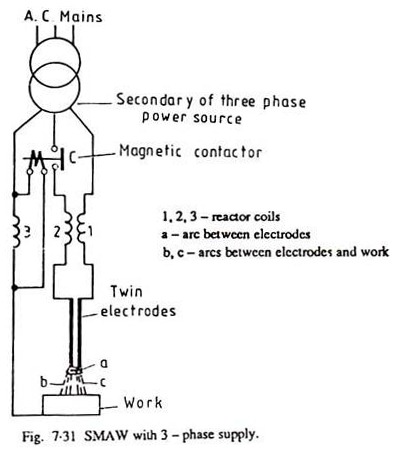
Panas busur lebih baik dimanfaatkan yang mengarah pada konsumsi energi per kilogram logam yang disimpan sebagai 2,75 Kwh daripada 3,5 hingga 4 Kwh dengan las busur fase tunggal. Namun, prosesnya agak rumit karena bertambahnya berat elektroda dan dudukannya. Hal ini menyebabkan kelelahan operator yang dipercepat.
Trafo las tiga fasa digunakan untuk mensuplai arus untuk las busur ganda. Belitan primer tiga fasa terhubung bintang atau delta (masing-masing untuk 440 atau 220 volt). Sekunder terdiri dari dua gulungan, masing-masing luka dengan strip tembaga telanjang di salah satu tungkai inti. Tegangan sekunder sirkuit terbuka adalah 68 volt. Selain itu sekunder dapat disadap pada 34 volt dan 110 volt untuk aplikasi khusus.
Saat pengelasan dihentikan, elektroda ditarik dari pekerjaan. Busur antara elektroda dan benda kerja padam, tetapi busur di antara elektroda tetap ada. Untuk memadamkan busur ketiga ini trafo las 3-fase menggabungkan kontaktor magnetik yang memutuskan fase dua saat busur ‘b’ padam; ini menyebabkan pemadaman busur ‘a’ antara elektroda.
Transformator las tiga fasa biasanya dirancang untuk memasok arus maksimum 400A pada SMAW manual. Keuntungan dari pengelasan multi-arc termasuk tingkat produksi yang meningkat, konsumsi daya yang lebih rendah, faktor daya yang terbukti, dan beban yang seimbang pada jalur pasokan.
Varian # 4. Pengelasan Elektroda Masif:
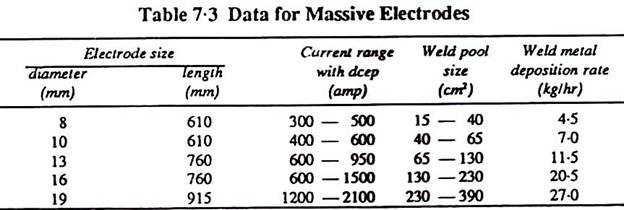
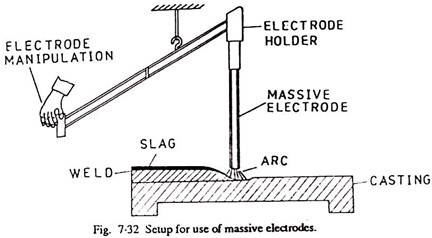
Cara lain 10 meningkatkan laju produksi dalam pengelasan adalah dengan menggunakan elektroda masif dengan diameter berkisar antara 8 hingga 19 mm dan memiliki panjang maksimal sekitar satu meter. Elektroda ini dibuat khusus untuk memperbaiki coran dan jelas membutuhkan arus pengelasan yang tinggi. Elektroda ini sangat besar dan berat sehingga tidak layak untuk digunakan dengan cara manual biasa; sebaliknya mereka diredam dalam manipulator untuk memasukkan mereka ke dalam pekerjaan. Salah satu pengaturan tersebut ditunjukkan pada Gambar. 7.32.
Kisaran ukuran elektroda masif dengan arus yang dibutuhkan, ukuran perkiraan kolam las yang dikembangkan, dan tingkat deposisi yang dicapai tercantum dalam tabel 7.3.