Artikel ini menyoroti tujuh penugasan bengkel teratas pada sambungan las gas. Penugasan bengkel adalah: 1. Sambungan Butt pada Posisi Rata 2. Sambungan Lap 3. Sambungan Tee-Fillet (Pengelasan Gas) 4. Fillet Sudut Luar 5. Las Sudut Luar dengan Batang Pengisi 6. Titik Ujung 7. Posisi Pengelasan.
Sambungan Pengelasan Gas: Penugasan Toko # 1. Sambungan Butt dalam Posisi Datar:
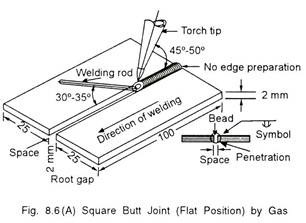
Sambungan Butt paling sering digunakan dalam pengelasan gas—baik untuk bagian ringan maupun alat pengukur berat. Untuk ketebalan hingga 2 mm, preferensi harus diberikan pada sambungan Butt yang Digantung ganda tertutup atau sambungan Butt persegi tertutup—keduanya dibuat tanpa logam pengisi.
Untuk ketebalan di atas 2 mm, sambungan Butt persegi atau tertutup― keduanya dibuat tanpa logam pengisi. Untuk ketebalan di atas 2 mm, sambungan Butt persegi terbuka harus dipilih.
Prosedur:
Untuk membuat las Butt persegi pada logam atau lembaran dengan ketebalan hingga 2 mm, ujung obor harus dipegang pada sudut sekitar 45 ° dan ujung api netral dijaga sekitar 2-3 mm dari logam dasar dan batang pengisi [Gbr. 8.1(A)].
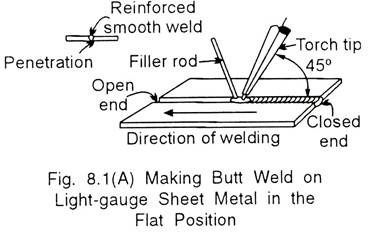
Harus diingat bahwa saat pengelasan berlangsung, logam dasar dan batang pengisi disimpan dalam keadaan cair terus menerus. Kecepatan pengelasan harus sedemikian rupa sehingga memungkinkan penetrasi las yang sempurna dan pembentukan bead sempit di bagian bawah sambungan [Gbr. 8.1(A)].
Pada awal lasan, batang pengisi harus dipegang sedemikian rupa sehingga batang dan logam dasar dipanaskan dan dilebur pada waktu yang sama.
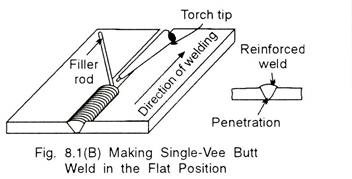
Untuk bagian berat las butt, mungkin perlu untuk meratakan tepi pelat yang berdekatan ke satu alur Vee. Ujung obor dipegang pada sudut 45° dengan ujung las yang lebih besar dan batang pengisi. Harus diperhatikan bahwa kedua sisi alur, dari atas ke bawah, digunakan pada saat yang bersamaan [Gbr. 8.1(B)].
Batang pengisi baja ringan berdiameter 1,5 mm, 3 mm, dan 5 mm dengan api netral dan nosel ujung nosel. 2. 3, dan 5.
Sambungan Pengelasan Gas: Penugasan Toko # 2. Sambungan Lap:
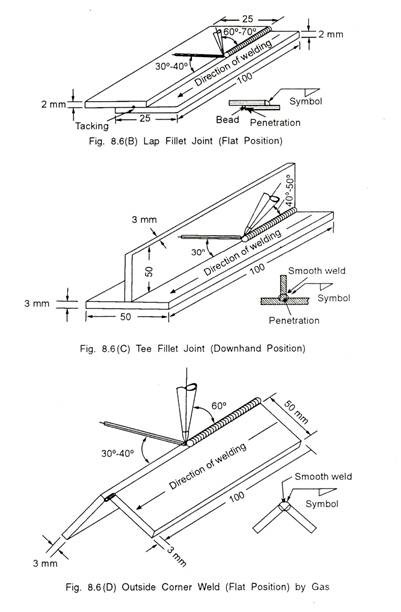
Pangkuan adalah sambungan kelompok fillet. Sambungan lap-fillet tidak diinginkan—kadang-kadang bahkan tidak dapat ditoleransi— karena pemanasan lokal yang tidak seragam dan berlebihan, peningkatan tegangan terkunci, deformasi dan keretakan pada las dan logam induk (Gbr. 8.2).
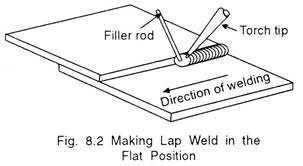
Pada sambungan pangkuan, bagian atas, yang dilas pada tepinya, akan memanas dan meleleh dengan sangat cepat. Bagian bawah, yang dilas jauh dari tepi, tidak akan meleleh secepat bagian atas. Saat memulai lasan, obor harus dipegang sedemikian rupa sehingga panasnya sebagian besar dimainkan di bagian bawah. Tetapi panas harus diarahkan sedemikian rupa sehingga, saat peleburan dimulai, kedua bagian, serta batang las, akan meleleh pada saat yang bersamaan.
Untuk membuat las lap pada lembaran logam baja ringan setebal 1,5 mm hingga 2,5 mm, batang las harus berukuran MS 1,5 dia. dengan api netral.
Sambungan Pengelasan Gas: Penugasan Toko # 3. Sambungan Tee-Fillet (Pengelasan Gas):
Area Aplikasi:
Sambungan fillet Tee efektif untuk pengukur ringan hingga pelat setebal 3 mm. Ini banyak digunakan untuk mengelas kekakuan pada pesawat terbang dan struktur berdinding tipis lainnya. Untuk ketebalan di atas 3 mm sambungan T tidak diinginkan karena memerlukan pemanasan lokal yang cukup besar (Gbr. 8.3).
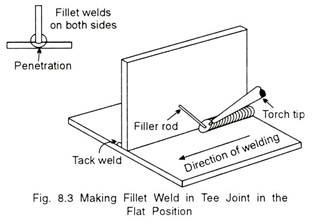
Prosedur:
Dalam pengelasan sambungan Tee-fillet, panas dari api las harus diarahkan terutama pada bagian yang rata. Panas harus dimainkan pada ujung potongan vertikal (pelat berdiri) agar kedua bagian meleleh bersamaan dengan batang pengisi.
Saat pengelasan berlangsung, tempat kerja harus dijaga agar tetap panas sehingga kecepatan tertentu dapat dipertahankan. Kedua sisi tegak harus dilas, dengan ujung nosel 3 dan batang pengisi m/s berdiameter 3 mm. Nyala api harus netral. Terkadang 5 dia. batang dapat digunakan untuk bagian yang lebih tebal (Gbr. 8.3).
Sudut sumpit harus 40°-50°; batang las harus mengarah.
Sambungan Pengelasan Gas: Penugasan Toko # 4. Fillet Sudut Luar:
Sambungan fillet sudut cocok untuk lembaran atau pelat pengukur yang ringan dan cukup berat. Dalam beberapa kasus, sambungan sudut dapat dilas tanpa batang pengisi, lasan dibentuk dengan melelehkan tepi logam induk [Gbr. 8.4(A)].
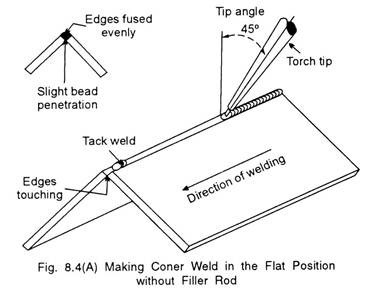
Lasan sudut, bila dilakukan secara akurat, harus menembus ke bagian bawah sambungan. Manik bagian bawah harus sama halus dan bersihnya dengan bagian atas manik. Ujung obor harus berada sekitar 6 mm dari zona leleh pada sudut sekitar 45° ke tepi sambungan. Kehati-hatian harus dilakukan saat peleburan dan peleburan dimulai—obor harus digerakkan ke depan secepat peleburan berlangsung.
Sebelum pengelasan, obor harus dinyalakan untuk api netral. Pelat kerja harus disatukan untuk membentuk sambungan sudut luar. Perlu dicatat bahwa sambungan dapat dilas dalam posisi tangan ke bawah [Gbr. 8.4(A)].
Sambungan Pengelasan Gas: Penugasan Toko # 5. Pengelasan Sudut Luar dengan Batang Pengisi:
Untuk membuat sambungan sudut dengan batang pengisi, teknik pengendapan mirip dengan yang telah dijelaskan sebelumnya. Untuk las dengan batang pengisi, kehati-hatian harus diberikan untuk mencapai penetrasi yang menyeluruh, sehingga manik-manik di bagian bawah sambungan terlihat jelas dari ujung ke ujung [Gbr. 8.4(B)].
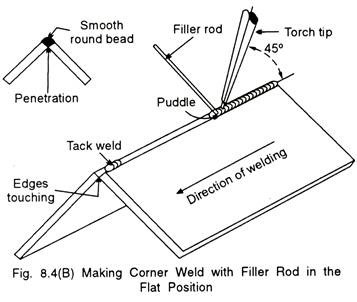
Sesuaikan panas untuk api netral. Pelat harus disatukan di ujungnya untuk membentuk sambungan sudut luar. Pengelasan harus dilakukan dengan posisi tangan ke bawah dengan ujung atau sudut sumpit 45°; sudut batang harus 30°-40° dari benda kerja.
Sambungan Pengelasan Gas: Penugasan Toko # 6. Sambungan Tepi:
Sambungan tepi umumnya digunakan dalam pengelasan gas. Seperti pada sambungan butt berflensa ganda tertutup, sambungan ini biasanya dilas tanpa logam pengisi dan siap untuk proses mesin (Gbr. 8.5).
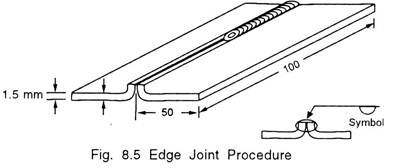
Dengan sambungan tepi, bagian yang lebih tipis atau lembaran setebal 1,5 mm dapat dilas. Sebelum memulai pengelasan, ujung-ujungnya harus ditekuk dengan ketebalan yang sama. Pengelasan harus dimulai dari kanan ke kiri, tanpa batang pengisi. Terkadang batang pengisi CCMS berdiameter 1,5 mm. dapat digunakan, jika diperlukan. Sudut sumpitan harus 60°-70° terhadap garis las.
Sambungan Pengelasan Gas: Penugasan Toko # 7. Posisi Pengelasan:
Dalam Sains dan Teknologi Pengelasan modern, semua las dan posisinya dapat diklasifikasikan ke dalam lima kelompok dasar: posisi Down-hand atau Flat (Grand), posisi Horizontal, Vertikal, posisi Overhead, dan posisi Miring. Semua posisi ini diatur untuk mempersiapkan ujungnya sesuai sifat pekerjaan, ketebalan logam, dan kapasitas beban atau kekuatan.
A. Posisi Bawah atau Tanah:
Pada posisi ini lasan dilakukan ke segala arah pada posisi tanah atau datar. Manik-manik yang sedikit melebar diendapkan di sepanjang sambungan. Lasan lapisan tunggal diendapkan pada permukaan [Gambar. 8.6(A), (B), (C), (D)].
B. Posisi Horizontal:
Pengelasan dengan posisi horizontal lebih sulit daripada posisi lainnya karena tidak ada logam las yang diendapkan sebelumnya untuk menahan logam cair secara bertahap (Gbr. 8.7).
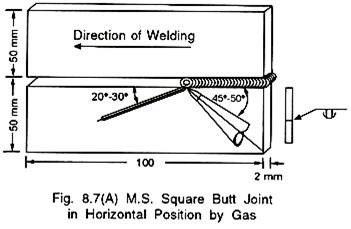
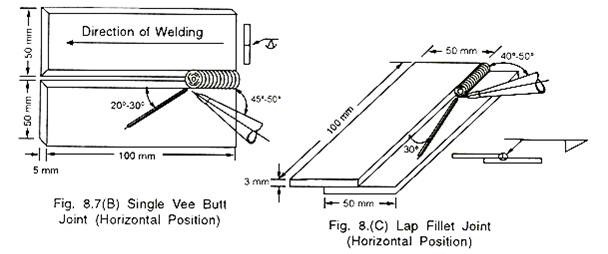
Persiapan sendi biasanya terbatas pada satu tingkat di sisi atas.
C. Pengelasan pada Posisi Vertikal:
Teknik ini untuk pengelasan di bagian pelat yang berat. Lasan vertikal dapat diendapkan dengan bekerja ke atas atau ke bawah. Bagian berat harus dilas dengan pengerjaan ke atas dan bagian ringan dengan pengerjaan ke bawah. Pengelasan harus dimulai dengan memanaskan tempat kerja dari bawah ke atas dengan api netral.
Sudut sumpit akan menjadi 60°-80° dan batang pengisi 80° terhadap garis las. Dengan kemiringan ujung ini, kekuatan nyala api akan membantu menahan logam pada posisinya.
Pada pelat setebal 3 mm tidak diperlukan bevelling, tetapi untuk ketebalan di atas 3 mm, diperlukan bevel single-vee.
Teknik yang diperlukan untuk mengelas sambungan Sudut, Putaran, dan T sama dengan yang digunakan untuk mengelas sambungan Butt [Gambar. 8.8(A), (B), (C), (D)].
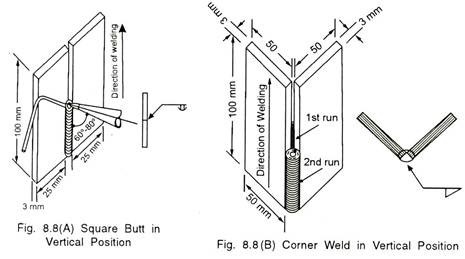
Pelat miring harus direkatkan menjadi satu untuk membentuk sambungan butt single-vee. Rakitan yang ditempel harus dipasang pada posisi vertikal.
Pelat bermata persegi harus disatukan untuk membentuk sambungan sudut luar dan kemudian dipasang pada posisi vertikal [Gbr. 8.8(B)].
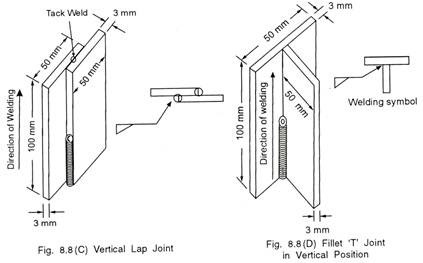
Pelat bertepi persegi harus disatukan untuk membentuk sambungan Lap dan dipasang pada posisi vertikal [Gbr. 8.8(C)].
Pelat bertepi persegi harus disatukan untuk membentuk sambungan Tee dan dipasang pada posisi vertikal [Gbr. 8.8(D)].
D. Pengelasan dalam Posisi Overhead:
Teknik ini paling sulit untuk menyetorkan manik las. Ada kecenderungan logam cair jatuh ke bawah karena gravitasi. Dalam membuat lasan vertikal, gaya gravitasi cenderung mengatasi gaya tarik molekuler antara logam dasar dan logam cair—sehingga menyebabkan logam cair menggelinding ke bawah permukaan miring.
Di sisi lain, dalam membuat las di atas kepala, tarikan molekuler dan tekanan atmosfer membantu mengatasi tarikan gravitasi, sehingga logam cair tetap berada di tempatnya selama genangan cairan tidak menjadi terlalu besar atau diasumsikan dari penurunan yang besar. .
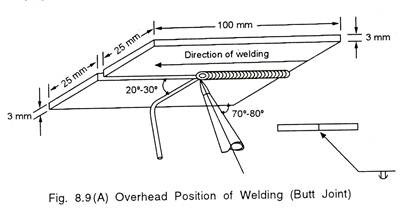
Teknik yang digunakan untuk menyetorkan las overhead serupa dengan yang digunakan untuk menyetorkan las datar. Obor dan batang pengisi dipegang pada sudut yang sama dengan pelat; tetapi lempeng-lempeng itu tentu saja dalam posisi terbalik. Untuk membuat las dengan posisi di atas kepala, sudut pipa tiup adalah 70°-80° dan batang pengisi 20°-30° terhadap garis las. Nyala api harus disetel ke ‘Netral’.
Pelat miring harus direkatkan menjadi satu untuk membentuk sambungan butt single-vee. Rakitan yang ditempel harus dipasang pada posisi di atas kepala, sehingga pengelasan dapat dilakukan dari bagian bawah benda kerja. Batang pengisi harus dari baja lunak berdiameter 5 mm. Bevel akan menjadi 45° pada ketebalan pelat 6 mm [Gbr. 8.9(A)].
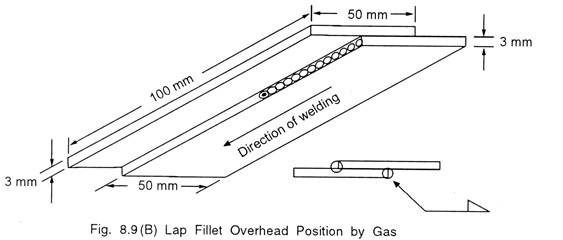
Dalam membuat las lap pada posisi di atas kepala, pelat bertepi persegi harus disatukan untuk membentuk sambungan Lap [Gbr. 8.9(B)]. Rakitan yang direkatkan harus dipasang pada posisi di atas kepala sehingga las dapat dibuat dari bagian bawah benda kerja. Nyala api adalah ‘Netral’ dan sudut pipa tiup dan batang sama dengan sambungan butt persegi pada posisi di atas kepala [Gbr. 8.9(B)].
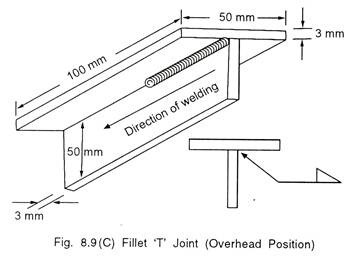
Membuat las sudut pada sambungan T dalam posisi di atas kepala, pelat bertepi persegi harus direkatkan menjadi satu untuk membentuk sambungan T. Rakitan yang ditempel harus dipasang pada posisi di atas kepala dengan pelat pada bidang horizontal dan vertikal. Sudut dan batang sumpitan sama dengan sambungan Lap dan Butt di atas kepala. Pengelasan harus dalam nyala ‘Netral’ dengan diameter 5 mm. Batang las MS [Gbr. 8.9(C)].