Brazing atau Braze Welding adalah proses di mana batang atau kawat pengisi logam memiliki titik leleh yang lebih rendah daripada logam induknya. Tekniknya mirip dengan yang digunakan dalam pengelasan fusi kecuali logam induknya tidak meleleh, juga tidak melibatkan aksi kapiler. Ketika logam pengisi terbuat dari paduan kaya tembaga, prosesnya disebut sebagai Pengelasan Perunggu.
Dengan menggunakan kabel pengisi perunggu, lasan yang baik dapat dibuat pada baja, besi tempa, besi tuang, dan tembaga, juga antara logam yang berbeda seperti baja dan tembaga—pada suhu yang lebih rendah daripada yang biasanya digunakan adalah pengelasan fusi.
Logam pengisi perunggu—yang memiliki titik lebur lebih rendah dari logam induk—dilebur pada sambungan sehingga mengalir dan ‘membasahi’ permukaan sambungan untuk membentuk tekukan atau penyatuan yang sehat tanpa peleburan logam induk.
Kekuatan sambungan las tergantung pada ikatan antara logam pengisi dan logam induk melalui kebersihan sambungan. Semua kotoran—skala, oksida, gemuk, dll.—harus dihilangkan, karena hal ini akan mencegah logam induk membasahi perunggu.
Logam harus dibersihkan dengan baik pada permukaan atas dan bawah setidaknya 6 mm di setiap sisi sambungan, sehingga perunggu dapat tumpang tindih dengan sisi sambungan. Fluks yang digunakan dalam operasi mematri bergantung sepenuhnya pada jenis operasi dan paduan mematri yang digunakan.
Ketika logam dipanaskan dalam kontak dengan udara, oksigen membentuk oksida dan menyebabkan las berkekuatan rendah dengan kualitas buruk. Dalam beberapa kasus, mereka bahkan membuat pengelasan menjadi tidak mungkin. Untuk alasan ini umumnya diinginkan untuk menambahkan fluks ke area pengelasan. Fluks adalah zat yang mampu melarutkan oksida.
Fluks ini melayani beberapa tujuan:
(1) Bertindak sebagai isolator yang baik dan meningkatkan peleburan batang las ke logam induk yang meleleh.
(2) Bagian cair dari fluks mengapung sebagai selimut cair di atas kolam cair dan logam induk, melindunginya dari atmosfer dan mengurangi pengambilan Oksigen dan Nitrogen seminimal mungkin.
(3) Bertindak sebagai pembersih logam las, menyerap kotoran dan menambahkan elemen paduan seperti mangan dan silikon. Untuk alasan ini, baja ringan dilas tanpa fluks apapun karena baja ringan mengandung mangan dan silikon, yang bertindak sebagai agen de-oksidasi dan peremaja.
Tidak ada fluks tunggal yang cocok untuk semua logam. Untuk bahan besi, boraks, natrium karbonat, natrium bikarbonat, dan natrium silikat telah ditemukan memberikan hasil yang sangat baik, bersama dengan sedikit tambahan zat de-oksidasi yang kuat. Boraks membentuk senyawa dengan besi sedangkan karbonat adalah pembersih dan meningkatkan fluiditas.
Campuran paduan tembaga dan tembaga dari natrium dan kalium borat, karbonat, klorida, sulfat, dan asam borat telah ditemukan cocok untuk menghilangkan oksida tembaga—hal ini mencegah pengelasan yang tidak baik secara mekanis.
Fluks untuk Aluminium terdiri dari fluorida alkali, klorida, dan bi-sulfat. Untuk paduan magnesium, komposisi fluksnya mirip dengan yang digunakan untuk aluminium dan paduannya. Semua fluks secara kimiawi aktif dan korosif. Jadi sangat penting untuk menghapus semua jejak fluks dari hasil las.
Fluks terdiri dari berbagai jenis:
(1) Fluks boraks;
(2) Fluks fluorida;
(3) Fluks Halida Campuran.
Ini digunakan dalam logam yang berbeda untuk pengelasan dan mematri. Untuk mematri, fluks berada dalam kondisi yang berbeda—Bubuk, Tempel, Cair, Butiran, dan Gas.
Teknik mematri:
Teknik diadopsi untuk Bronze-weld atau Brazing pada pelat baja, besi tuang, kuningan, tembaga, dll. dalam proses yang berbeda-di mana logam pengisi yang digunakan adalah logam nonferrous atau paduan yang titik leburnya lebih tinggi daripada logam pengisi. logam yang bergabung. Dalam pengelasan perunggu, logam pengisi perunggu digunakan.
Obor atau Blowpipe harus dimanipulasi dengan gerakan melingkar dari sisi ke sisi karena batang perunggu tidak mudah mengalir. Jadi batang pengisi perunggu atau logam dasar harus dilapisi dengan fluks. Operasi ini dikenal sebagai “fluxing the rod”.
Untuk pengelasan perunggu, nyala api harus disesuaikan agar sedikit teroksidasi. Salah satu langkah terpenting dalam pengelasan perunggu adalah operasi “Tinning” . Dalam “Tinning”, penyatuan atau pita molekuler terbentuk antara logam pengisi perunggu dan logam dasar. Kekuatan sambungan las ditentukan oleh kekuatan band ini.
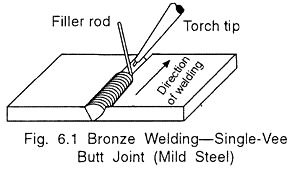
Saat logam dasar mulai bersinar karena panas, batang pengisi fluks harus dilebur dan diendapkan di tempat yang dipanaskan. Jika logam telah dipanaskan sampai suhu yang tepat untuk pengelasan perunggu, logam pengisi perunggu cair akan mengalir dalam lapisan tipis dan Butt Joint (Baja Ringan) akan tersebar di area yang dipanaskan (Gbr. 6.1).
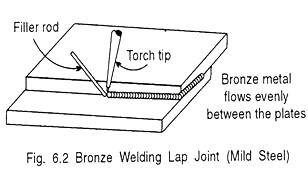
Dalam pengelasan perunggu pada sambungan pangkuan, bagian bawah dan atas pangkuan harus dipanaskan sampai merah tua, dan batang pengisi diaplikasikan seluruhnya di sepanjang lebar pangkuan. Jika panas seragam dipertahankan, perunggu akan mengalir di dalam pangkuan dan menutupi seluruh permukaan (Gbr. 6.2).
Setelah pengendapan las, penting agar las dibiarkan mendingin secara perlahan ke suhu sekitar. Kemudian singkirkan kelebihan fluks atau terak yang tertinggal di permukaan dengan sikat kawat. Pengoperasian harus dilakukan dengan pelat Bevelled dari sambungan butt Vee tunggal (Gbr. 6.1). Pelat bertepi persegi harus tersusun memanjang dan kedua sisi direkatkan.
Mematri atau Pengelasan Perunggu dari Besi Cor:
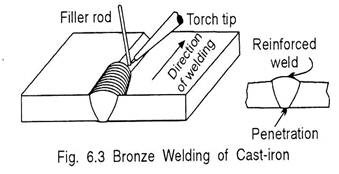
Pengelasan besi tuang atau Perunggu tidak jauh berbeda dengan baja ringan. Bagian-bagian yang akan disatukan harus dipersiapkan dengan baik dalam sebuah vee-group (Gbr. 6.3). Batang pengisi harus diberi fluks. Pelat besi tuang harus dipanaskan hingga berwarna merah kusam dan perunggu yang dilas bersama dengan mengisi alur sampai lasan agak lebih tinggi dari permukaan atas pelat.
Ini membutuhkan nyala api yang sedikit mengoksidasi. Potongan besi tuang yang miring harus direkatkan sebelum mematri.
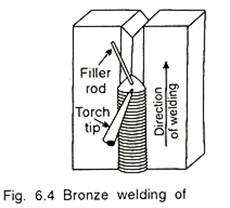
Terkadang pengelasan perunggu pada posisi vertikal tidak lebih sulit daripada pengelasan perunggu pada posisi datar. Pengelasan harus dimulai dari bagian bawah sambungan dan dilanjutkan ke bagian atas (Gbr. 6.4).
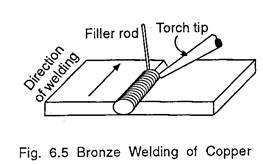
Pengelasan Perunggu pada Tembaga:
Dalam pengelasan perunggu tembaga, teknik pengelasan perunggu standar harus digunakan. Besi tuang tembaga dalam posisi vertikal mengenakan bentuk vee dan direkatkan menjadi satu dalam posisi datar. Kecepatan dan penghematan proses pengelasan perunggu dapat digunakan secara menguntungkan untuk penyambungan tembaga. Api yang dibutuhkan adalah yang mengoksidasi dan batang pengisi perunggu mangan dan perunggu tanpa asap digunakan (Gbr. 6.5).