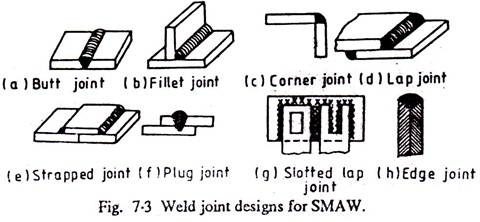
Hampir semua jenis sambungan dilas dengan Shielded Metal Arc Welding (SMAW). Ini mungkin termasuk sambungan pantat, pangkuan, fillet atau tee, sudut, tepi dan sumbat. Semua jenis sambungan ini ditunjukkan pada Gambar 7.3. Namun, sambungan yang paling umum dibuat oleh SMAW adalah tipe butt, lap, dan fillet.
1. Las Butt:
Ketika ketebalan material tidak melebihi 5 mm, sering kali dilas dengan hanya menempatkan tepi yang dicukur dan diluruskan berdekatan satu sama lain dengan jarak 1 hingga 2 mm. Bahkan pelat dengan ketebalan antara 5 hingga 8 mm dapat dilas tanpa persiapan khusus tetapi dengan menambah celah hingga 2-4 mm. Jenis sambungan ini disebut sebagai sambungan butt persegi.
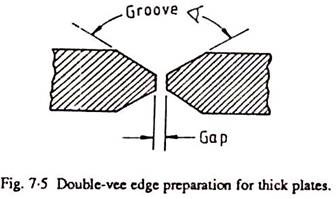
Namun, ketika ketebalan material melebihi 8 mm, seringkali sulit untuk mencapai penetrasi penuh dengan preparasi tepi persegi. Tepi kemudian disiapkan dengan pemesinan ke konfigurasi Vee seperti yang ditunjukkan pada Gambar 74. Ketika ketebalan pelat berlebihan, biasanya di atas 20 mm, lebih baik membuat persiapan tepi vee ganda seperti ditunjukkan pada Gambar 7.5. Ini membantu dalam mencapai lasan berkualitas baik tanpa distorsi.
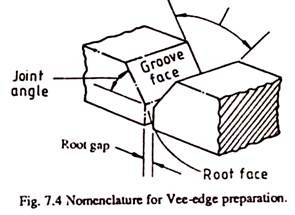
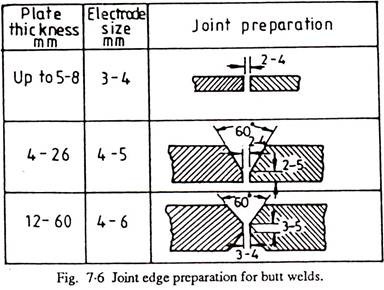
Celah akar disediakan untuk mencapai penetrasi penuh sementara permukaan akar menghindari luka bakar karena konsentrasi panas yang berlebihan pada ujung yang tajam. Sudut alur tergantung pada fusi yang tepat dari sisi dengan logam las dari elektroda. Ini dipilih sedemikian rupa untuk memungkinkan pembersihan terak secara menyeluruh dari akar dan saluran pengisi. Gambar 7.6 menunjukkan rentang ketebalan pelat yang digunakan untuk sambungan butt persegi, vee tunggal, dan vee ganda.
2. Las Lap:
Sambungan pangkuan adalah salah satu di mana pelat saling tumpang tindih. Ini bukan sambungan las yang sangat memuaskan dan karenanya tidak boleh diadopsi kecuali jika tidak dapat dihindari. Ketika diadopsi lebar lap biasanya antara 3 sampai 5 kali ketebalan, t, pelat. Lasan dibuat pada kedua sisi lap seperti ditunjukkan pada Gambar 7.7.
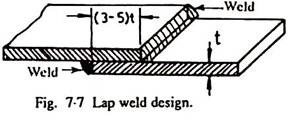
Pembersihan yang tepat adalah satu-satunya persiapan yang diperlukan untuk sambungan pangkuan, dan sambungan mudah dipasang dan disejajarkan.
Dibandingkan dengan butt joint, lap joint memiliki kelemahan sebagai berikut:
(i) Logam terbuang dalam menyediakan putaran,
(ii) Sambungan pangkuan dalam pipa mensyaratkan pipa-pipa tersebut memiliki diameter yang berbeda sehingga dapat saling meneropong satu sama lain untuk menyediakan pangkuan. Hal ini tidak hanya menyebabkan penghalang pada fluida di dalam pipa tetapi juga memungkinkan hanya satu lasan, bukan dua kecuali memiliki diameter besar untuk pergerakan bebas operator di dalamnya.
Sambungan lap tidak direkomendasikan untuk digunakan dengan ketebalan pelat di atas 10 mm.
3. Las Fillet:
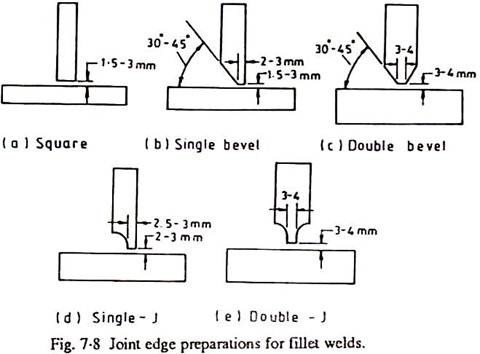
Lasan fillet juga banyak dibuat oleh SMAW. Tergantung pada ketebalan pelat penyambung, bagian vertikal dapat memiliki preparasi bujur sangkar atau bevel atau tepi J, seperti ditunjukkan pada Gambar 7.8. Tujuan persiapan tepi adalah untuk mencapai penetrasi dan kekuatan yang dibutuhkan. Sambungan ini dapat diperoleh dengan las single-run atau multi-run dan itu tergantung pada ketebalan pelat dan persiapan tepi.
Pemilihan sambungan, dari tiga jenis dan variannya yang dibahas di atas, akan diatur oleh ketebalan dan kelurusan elemen yang terlibat serta tujuan dan kondisi servis sambungan yang dihasilkan. Untuk setiap situasi tertentu, perancang harus memilih sambungan las terbaik dari sudut pandang kemudahan pengelasan dan kinerja servis yang memuaskan.
