Gerak elektroda adalah poin penting dari operasi pengelasan busur manual. Manik las yang seragam (logam las yang disimpan) terutama tergantung pada gerakan elektroda yang sempurna. Untuk menyimpan manik-manik di pelat permukaan, ‘gerakan menenun’ harus dilakukan dengan benar. Gerakan menenun (gerakan sisi-ke-sisi yang seragam) diterapkan pada elektroda yang memberikan fusi logam las yang lebih baik.
Gerakan atau proses menenun ini harus diulangi pada manik-manik las dari kiri ke kanan, kanan ke kiri, dan atas ke bawah, dan dari bawah ke atas—untuk membuat tampilan logam las yang seragam. Dalam semua kasus, gerakannya harus seragam, jika tidak maka akan memberikan fusi yang buruk di tepi logam yang diendapkan.
Untuk mendapatkan pengetahuan gerak yang baik, beberapa pola “menenun” telah dikembangkan secara berdampingan. Terutama tiga gerakan penting dapat ditemukan dalam operasi manual dari proses elektroda logam.
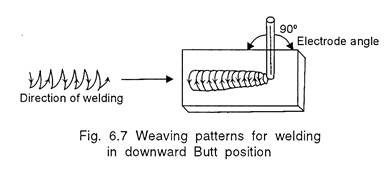
Pertama, pengumpanan elektroda ke bawah (Gbr. 6.7, 6.8, 6.9) untuk menebus logam yang meleleh dari ujungnya. Jika laju pengumpanan lebih lambat dari lelehannya, panjang busur akan bertambah dan ketika pengumpanan elektroda lebih cepat daripada lelehnya, elektroda dapat menyentuh dan membekukan benda kerja. Panjang busur, oleh karena itu, harus sesingkat mungkin.
Kedua, “Gerak maju” dari busur di sepanjang sambungan. Ketika busur bergerak terlalu cepat di sepanjang sambungan, tidak ada cukup waktu untuk melelehkan logam dan, akibatnya, akan ada kekurangan penetrasi. Kemudian manik akan rendah dan penampang lebih kecil.
Ketika busur dimajukan terlalu lambat, manik las akan menjadi penguat yang berlebihan, yang akan mengakibatkan pemborosan logam, daya, kecepatan pengelasan berkurang dan logam yang terlalu panas. Jadi tingkat kemajuan busur dipilih dengan benar dan manik harus dari penampang biasa.
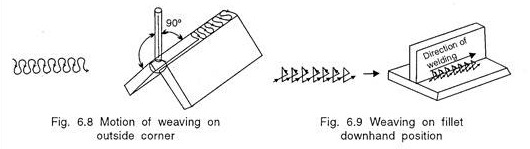
Ketiga, ‘Gerak Samping’. Gerakan menenun ini digunakan saat diperlukan manik yang menyebar. Hal ini biasa terjadi pada las butt dan fillet.
Pengelasan yang benar, berpenetrasi baik, dan berkualitas tinggi hanya dapat diperoleh jika operator (tukang las) mengikuti ketiga gerakan menenun ini.
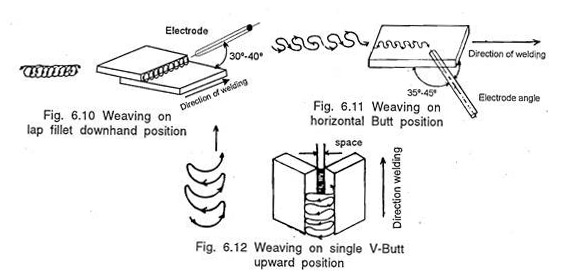
Gambar. 6.10, 6.11, 6.12 menunjukkan posisi gerak.
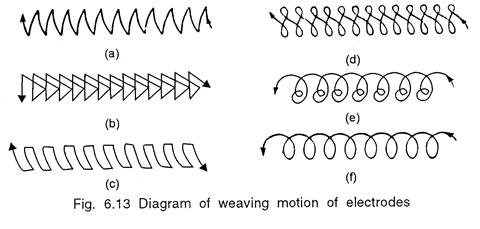
Menenun dapat dilakukan dengan berbagai cara, tergantung pada jenis las dan persiapan sambungan. Gambar. 6.7, 6.12 menunjukkan berbagai pola tenun.
Gambar yang ditunjukkan pada 6.13(a) dan (b) paling umum pada butt welds. Untuk mendapatkan penetrasi yang memadai harus ada keragu-raguan dalam gerakan menenun untuk interval pendek di sisi alur.
Untuk las sudut, pola tenunan pada Gambar 6.13(a)-(f) sudah sesuai. Pola 6.13(f) digunakan di mana lebih banyak panas harus diterapkan ke tengah las. Pola 6.13(e) digunakan untuk pelat yang lebih berat. Semua gerakan elektroda ini diperlukan oleh praktik operator las.
Untuk meringkas kondisi yang diperlukan untuk pengelasan berkualitas tinggi, operator harus:
(1) Sesuaikan dengan benar arus pengelasan;
(2) Sesuaikan jenis dan ukuran elektroda, posisi pengelasan (tangan bawah, vertikal, atas kepala) dan ketebalan pelat;
(3) Pegang busur dengan panjang yang tepat;
(4) Tidak mematahkan busur sebelum elektroda sepenuhnya meleleh;
(5) Lakukan las ulang secara menyeluruh dan isilah setiap lubang yang terjadi saat busur putus;
(6) Pertahankan laju gerakan elektroda yang benar dan konstan dalam tiga arah;
(7) Akhirnya, untuk menyimpan las hanya pada permukaan yang telah disiapkan dengan baik dan dibersihkan secara menyeluruh.
