Setelah membaca artikel ini Anda akan belajar tentang pengelasan dengan busur karbon.
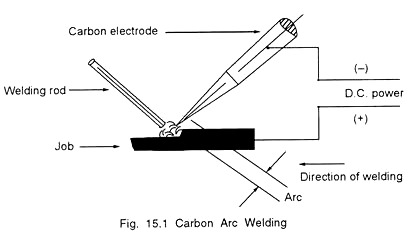
Dalam metode ini busur listrik dihasilkan antara elektroda karbon dan ‘kerja’. Batang karbon digunakan sebagai kutub negatif (-) dan ‘pekerjaan’ dilas sebagai kutub positif (+). Elektroda karbon tidak meleleh dengan sendirinya. Ini adalah elektroda yang tidak dapat dikonsumsi.
Batang pengisi digunakan secara terpisah di sambungan las. Proses ini digunakan untuk mengelas baik logam ferro maupun non-ferro seperti lembaran baja, kuningan, perunggu, logam gun, lembaran M/S, baja karbon, dll. Temperatur naik hingga kira-kira 600°C (Gbr. 15.1).
Dalam proses ini logam apapun dapat bergabung dengan Arc-Brazing. Api karbon dapat menghasilkan jenis pengelasan —”Twin-Carbon-Arc Brazing”.
Prosedur Pengelasan dengan Busur Karbon:
Busur dibuat antara benda kerja dan elektroda karbon yang dipegang di pemegang elektroda. Busur karbon yang panjang sering diinginkan untuk mencegah kontaminasi logam las dengan karbon monoksida yang dilepaskan oleh elektroda karbon di bawah energi busur.
Sangat penting bahwa sirkuit pengelasan diatur untuk polaritas lurus. Jika pengaturan polaritas terbalik digunakan, busur tidak akan stabil dan residu karbon akan dibiarkan terperangkap dalam las.
Dalam pengelasan busur karbon pelat pengukur cahaya, penggunaan batang pengisi mungkin tidak diperlukan. Namun dalam pengelasan pelat berat batang pengisi—terdiri dari bahan yang sama dengan logam dasar—biasanya digunakan. Dalam prosedur terakhir, kolam cair pertama kali dibentuk dalam ‘pekerjaan’.
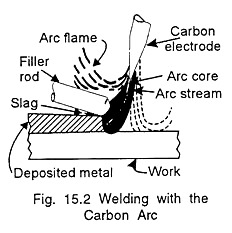
Batang pengisi kemudian dimasukkan ke dalam kolam, busur diarahkan tepat di atas permukaan logam cair. Ujung batang dengan demikian dilebur dan diendapkan di kolam. Busur dimainkan bolak-balik di kolam, benar-benar meleleh dan bercampur dengan logam (Gbr. 15.2).
Batang pengisi tidak diperlukan untuk membuat las pangkuan pada logam pengukur cahaya dengan elektroda karbon. Elektroda harus dijaga kira-kira tegak lurus terhadap kedua pelat dan sedikit di atas tepi pelat atas (Gbr. 15.3).
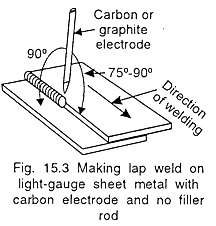
Busur harus melebur melalui pelat atas ke pelat bawah. Jumlah fusi akan tergantung pada kecepatan busur dipindahkan di atas permukaan. Gerakan bolak-balik yang lambat meningkatkan penetrasi, tetapi penggabungan gerakan bolak-balik yang lebar meningkatkan penetrasi . Untuk fusi yang lebih sedikit, arus harus ditingkatkan dan elektroda dimajukan dengan kecepatan yang lebih cepat.
Dalam mengelas sambungan butt, batang pengisi harus digunakan—bahkan untuk logam pengukur yang lebih ringan. Elektroda harus dipegang hampir tegak lurus dengan permukaan pelat. Busur dapat diarahkan mundur ke las, dengan batang pengisi antara elektroda karbon dan las yang diendapkan (Gbr. 15.4).
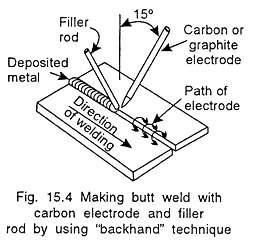
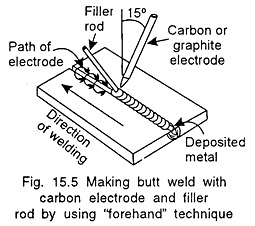
Ada beberapa teknik di mana elektroda diarahkan menjauh dari lasan jadi dan batang pengisi mendahului elektroda ke arah pengelasan. Busur harus digerakkan dalam gerakan tapal kuda atau melingkar, dan tepi pelat harus menyatu dengan mengerjakannya sekitar 2-3 mm.
Pelat bagian yang lebih berat harus disela dan kemudian disatukan dengan jarak 2-3 mm di antara tepi yang berdekatan. Ini harus dilas dengan menggunakan batang pengisi (Gbr. 15.5).
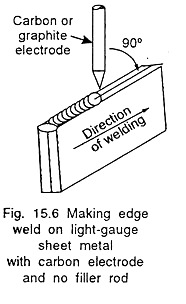
Untuk lembaran atau pelat pengukur cahaya las tepi, mereka harus direkatkan bersama dengan permukaan pelat bersentuhan dan dengan tepian berbaris. Rakitan yang ditempel harus diatur dengan ujung-ujungnya di atas. Dalam membuat sambungan tepi pada lembaran logam pengukur cahaya digunakan elektroda karbon dan tanpa batang pengisi (Gbr.15.6).