Pengelasan besi tuang dengan metode Gas sulit dilakukan. Karena kerapuhannya, besi tuang menghadirkan masalah berbeda dalam pengelasan dari baja. Dalam pengelasan fusi, logam besi cor bereaksi sangat berbeda dari kebanyakan logam lainnya. Logam cair sangat cair dan, seperti air, cenderung menemukan levelnya sendiri. Di sisi lain, itu mengeras relatif lambat.
Besi tuang berwarna abu-abu, putih, dan dapat ditempa. Besi tuang abu-abu lebih lembut dari pada besi tuang putih, yang keras dan rapuh. Sifat mekanis besi tuang kelabu disebabkan oleh adanya partikel karbon bebas atau grafit, yang terpisah selama pendinginan lambat.
Konstituen lain dari besi tuang adalah silikon, belerang, mangan, dan fosfor. Diantaranya silikon membantu meningkatkan pembentukan grafit, dan ini membantu melunakkan besi tuang. Mangan membuat casting lebih keras dan lebih kuat. Fosfor mengurangi titik leleh dan meningkatkan fluiditas. Belerang cenderung mencegah pembentukan grafit.
Dalam besi tuang las fusi, logam dasar harus dipanaskan terlebih dahulu secara merata hingga berwarna merah kusam sebelum dilas. Sangat penting untuk menggunakan fluks yang sesuai yang mampu memecah dan menghasilkan cairan terak silikon dioksida dan oksida besi yang hampir tidak dapat diinfuskan yang terbentuk di atas dioksida dan oksida besi yang terbentuk di atas genangan air.
Tepi bagian yang akan dilas harus dibuat miring dengan sudut sekitar 45°. Permukaan miring harus dibersihkan secara menyeluruh sebelum pengelasan.
Api ‘netral’ harus digunakan. Pemanasan awal sangat penting karena mencegah retak akibat pemuaian dan penyusutan. Pemanasan awal dapat dilakukan dengan pipa tiup, tempa, atau tungku — sesuai dengan ukuran pengecoran. Saat mulai mengelas, nyala api harus dimainkan di sepanjang sisi alur sampai seluruh sambungan dipanaskan terlebih dahulu ke suhu yang tepat, atau menjadi merah kusam.
Pengelasan harus dimulai dari satu ujung dan nyala api harus diarahkan ke dasar alur sampai logam dasar di sana meleleh. Saat bagian bawah alur sudah meleleh, nyala api harus digerakkan sedikit dari satu sisi ke sisi lain.
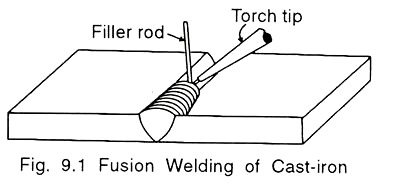
Dengan demikian, sisi-sisinya harus dilebur secara bertahap dan logam cair dibiarkan mengalir ke bawah alur logam. Batang pengisi besi kemudian harus dimasukkan ke dalam kerucut luar nyala api, dan dicelupkan ke dalam bubuk fluks yang ditempatkan di genangan cair.
Panas akan melelehkan batang, dan permukaan genangan akan berangsur-angsur naik dengan penambahan logam ini. Laju pengendapan harus secepat mungkin; tetapi setelah las selesai, las harus dibiarkan mendingin secara perlahan. Setelah lasan dibuat, seluruh bagian atas potongan yang dilas harus ditutup dengan lapisan logam setebal 6 mm (Gbr. 9.1).