Setelah membaca artikel ini Anda akan belajar tentang proses pengelasan besi tuang.
Besi tuang (pengelasan) adalah pekerjaan yang rumit dan kritis yang membutuhkan keterampilan tingkat tinggi dari pihak tukang las (operator). Pengelasan besi cor berbeda dari baja dalam banyak hal, salah satunya adalah kerapuhan yang lebih besar. Biasanya dilas untuk tujuan perbaikan.
Jika benda besi tuang terkena suhu tinggi, uap, air, atau larutan asam dan garam untuk waktu yang lama, dan struktur metalografinya berubah, maka saat dipanaskan, benda itu tidak akan meleleh. Sebaliknya, lapisan oksida akan terbentuk di permukaannya, dan logamnya akan hancur. Ini disebut besi bakar, yang tidak cocok untuk pengelasan.
Pengelasan besi tuang dapat dilakukan dengan atau tanpa pemanasan awal. Pada proses pertama (tanpa pemanasan awal), elektroda yang digunakan adalah kawat baja Karbon Rendah yang dilapisi oleh senyawa pelapis kapur biasa yang diaplikasikan dalam lapisan setebal 0,3 mm. Baja membuat tikungan atau penyatuan yang buruk dengan besi tuang. Oleh karena itu, resort dibuat untuk Studding atau Stud-Welding.
Sebelum mengelas, besi tuang dilapisi dengan veed, dibor dan direkatkan sepanjang vee sehingga stud dapat disekrupkan ke permukaan fusi miring dengan pola terhuyung-huyung (Gbr. 20.2). Diameter dan jumlah tiang tergantung pada ketebalan potongan besi tuang yang akan dilas.
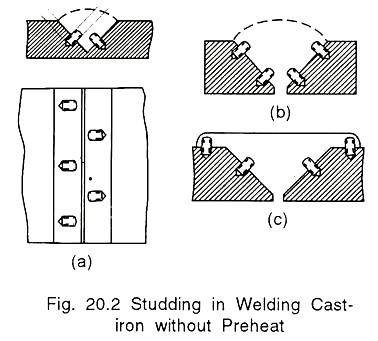
Stud berdiameter 5-13 mm. Mereka harus cukup panjang untuk disekrup ke dalam pengecoran hingga kedalaman setidaknya diameter tiang [Gbr. 20.2(a)] dan diproyeksikan di atas permukaan besi tuang tidak lebih dari diameternya.
Tiang harus ditempatkan terpisah, jarak antara tiang adalah 4-8 kali diameternya. Pada bagian yang berat, mungkin diperlukan dua atau lebih baris stud [Gbr. 20.2(b) dan (c)]. Prosedur pengelasan dimulai ketika manik-manik dilas di sekitar ujung proyeksi tiang seperti yang ditunjukkan pada Gambar. 20.3.
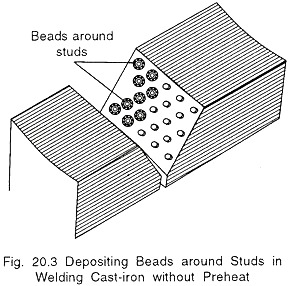
Permukaan fusi dibangun di antara manik-manik sehingga permukaan besi tuang ditutupi oleh endapan baja. Lapisan pertama diendapkan langsung pada Gambar 20.3 Penempatan Manik-manik di sekitar Kancing pada besi tuang harus diletakkan dengan Besi Tuang Pengelasan berukuran kecil tanpa elektroda Preheat (2-3 mm) dengan 80-120 ampere.
Jika tidak, logam las akan menyerap lebih banyak panas dan akan menjadi dingin dan rapuh. Sebelum mengelas retakan pada bagian besi tuang, penting untuk mengebor lubang kecil di ujung setiap retakan agar tidak melebar lebih jauh.
Retakan tersebut kemudian dibersihkan, dibor dan disadap untuk tiang. Pengelasan besi tuang tanpa pemanasan awal nyaman karena bagian yang rusak dapat diperbaiki di tempat tanpa membongkar. Hasil yang memuaskan diperoleh dalam pengelasan besi tuang dengan elektroda non-besi. Dengan elektroda ini ikatan logam las yang lebih kuat dengan besi tuang dapat dibuat dan las yang dapat dikerjakan dengan mesin dapat dicapai.
Elektroda yang Digunakan dalam Pengelasan Besi Cor: Elektroda Logam Monel:
Salah satu elektroda non-ferro yang banyak digunakan dalam las busur besi tuang adalah jenis logam monel. Monel adalah paduan dari 30% tembaga, 65% nikel, 1,5% mangan, 3% besi, dan 0,22% silikon. Lapisan elektroda untuk logam monel menggunakan grafit 45%, silika 15%, lempung api 20%, abu kayu 10%, dan soda 10%.
Elektroda monel menghasilkan sambungan las yang lemah. Oleh karena itu, mereka hanya boleh digunakan di mana kemampuan mesin logam las penting dan kekuatannya tidak kritis. Dan itu memiliki titik leleh yang lebih rendah daripada logam las besi tuang. Untuk alasan ini pekerjaan hanya sedikit memanas selama proses pengelasan, dan bahaya retaknya lebih kecil daripada pengelasan dengan elektroda baja.
Elektroda lain yang digunakan dalam pengelasan besi tuang tanpa pemanasan awal adalah kombinasi tembaga dan baja.
Pengelasan besi tuang dengan elektroda komposit—termasuk persiapan, kondisi pengelasan, dan manipulasi elektroda—tetap tidak berubah.
Berbagai jenis elektroda telah dikembangkan untuk pengelasan besi tuang tanpa pemanasan awal, memiliki inti baja atau besi tuang dan lapisan yang cocok yang menghasilkan las yang kuat tanpa menggunakan kancing.
Pengelasan Besi Cor dengan Pemanasan Awal:
Preheating welding menghasilkan las yang sangat rapat dan kuat. Saat mengelas besi tuang dengan proses busur logam dengan elektroda besi tuang, biasanya diperlukan pemanasan awal pengecoran. Prosedur pengelasan dapat dibagi menjadi lima tahap—persiapan mekanis potongan untuk pengelasan; cetakan; Pemanasan; las-up istirahat atau retak; dan pendinginan.
Persiapan mekanis dalam banyak kasus terdiri dari membelokkan retakan ke sudut 90°. Cetakan disediakan untuk mempertahankan besi tuang cair. Cetakan bervariasi dengan sifat retakan. Bahan untuk cetakan dapat berupa balok grafit, air campuran suara yang disaring, kaca atau tanah liat.
Kotak cetakan digunakan untuk memperbaiki gigi yang patah pada roda gigi besi tuang. Bagian besi tuang dipanaskan dalam perapian atau tungku arang. Pekerjaan besar seperti silinder lokomotif secara konvensional dapat dipanaskan di tungku sementara yang dibangun dengan batu bata tahan api tanpa semen. Bagian harus dipanaskan pada suhu 500°C hingga 600°C. Pemanasan dapat dilokalisasi di sekitar tempat yang akan diperbaiki.
Setelah pemanasan awal dan sebelum pengelasan, bagian tersebut harus ditutup dengan lembaran asbes. Setelah pendinginan, bagian yang dilas harus dibersihkan dengan semburan udara untuk menghilangkan abu, kotoran, dan debu. Pengelasan harus dilakukan tanpa gangguan. Oksidasi logam las dapat dicegah dengan menambahkan C-1. Fluks ke kolam las, karena membentuk terak yang melarutkan oksida.
Bagian yang diperbaiki harus dibiarkan mendingin perlahan, jika tidak, logam las akan menjadi dingin dan menjadi sangat keras. Pendinginan yang cepat juga dapat menyebabkan keretakan. Cara yang baik untuk mendinginkan bagian besi tuang yang dilas adalah dengan membiarkannya di dalam tungku dan menutupinya dengan abu atau lembaran asbes. Waktu adalah pendingin terbaik.
