Pada artikel ini kita akan membahas tentang prinsip las gas.
Dalam Ilmu Pengelasan zaman baja modern ini—pengelasan ARC dan GAS—berkembang berdampingan. Pengelasan gas dan pemotongan api sangat diperlukan saat ini. Ada keuntungan untuk proses las oxy-acetylene, terutama pada pekerjaan lembaran logam pengukur ringan dan oxy-cutting pada bagian baja dan besi yang berat.
Biaya pengelasan lebih rendah daripada Arc-Welding di bagian ringan. Tetapi proses operasi pengelasan harus dibuat aman. Operator harus berpengalaman dan mengenal baik penggunaan peralatan dan keselamatannya. Mereka harus mengikuti “Aturan Keamanan Internasional” yang direkomendasikan oleh “Undang-Undang Dewan Keamanan Pabrik”.
Dalam proses ini panas yang dibutuhkan untuk fusi diperoleh dari pembakaran bahan bakar gas dalam aliran oksigen. Bahan bakar umum adalah Hidrogen atau Acetylene. Mereka menghasilkan suhu sekitar. 3.150°C. Panas yang dihasilkan dapat dikontrol sampai batas tertentu dengan memvariasikan ukuran ujung nosel, tekanan gas dan juga dengan memposisikan obor.
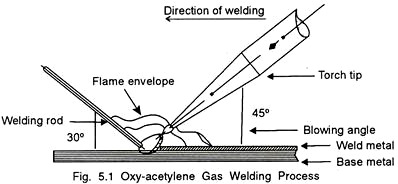
Nyala api dapat diubah menjadi jenis pengoksidasi, netral atau pereduksi, sesuai kebutuhan. Proses ini berlaku untuk lembaran logam, logam non-besi dan dalam pekerjaan perbaikan yang melibatkan besi tuang dan aluminium, dll. Proses ini paling sering digunakan dalam Pematerian (Gbr. 5.1).
Prinsip dan Teknik Pengelasan:
Sebelum mencoba operasi pengelasan yang sebenarnya, pemula harus memperoleh rasa fusi yang tepat dan pengetahuan yang baik tentang kontrol pipa tiup. Pegang sumpit kira-kira 60° ke pelat, dengan kerucut biru bagian dalam dekat permukaan logam dan mulai sedikit dari tepi kanan lembaran, logam dibawa ke titik lebur dan genangan air terbentuk dengan gerakan rotasi sumpitan.
Seorang pemula kemudian harus mengenal peralatan las oxy-acetylene dan mempelajari pengaturan bagian-bagian komponennya. Katup silinder, Regulator, sekrup penyetel tekanan, pipa Selang Gas—semua sambungan harus dikencangkan dengan kunci inggris yang tepat. Benang fitting asetilena adalah “Kiri” (berlawanan arah jarum jam) dan benang fitting oksigen adalah “tangan kanan” (searah jarum jam).
Selang asetilena dari pengatur asetilena harus dihubungkan ke katup jarum obor asetilena bertanda ‘AC’. Selang oksigen dari regulator oksigen harus dihubungkan ke katup jarum obor bertanda ‘OX’.
Sebelum memulai pengelasan pada lembaran, siswa harus—setelah menguasai pengertian peleburan dan kontrol pipa tiup—melanjutkan pada berbagai ketebalan pelat pengukur tipis untuk membuat manik las yang kontinu.
