Artikel ini menyoroti dua varian utama dalam proses pengelasan gas. Variannya adalah: 1. Oxy-Acetylene Welding 2. Oxy-Acetylene Pressure Welding.
Varian #1. Pengelasan Oxy-Acetylene:
Ini adalah proses pengelasan gas yang paling terkenal dan berhasil digunakan pertama kali pada tahun 1903 ketika obor las untuk tujuan tersebut dikembangkan. Pada proses ini asetilena (C 2 H 2 ) dicampur dengan oksigen di dalam obor las kemudian dibakar pada ujung obor untuk menghasilkan nyala api dengan suhu sekitar 3300°C yang dapat melelehkan sebagian besar logam besi dan non besi. umum dipakai.
Oksigen dan asetilena dengan mudah tersedia dalam silinder pada tekanan masing-masing sekitar 1500 N/cm2 dan 170 N/ cm2 . Ini terhubung ke obor las melalui selang dan dicampur dan dibakar untuk mendapatkan berbagai jenis api yaitu, netral, pengoksidasi dan karburisasi. Sifat nyala api bergantung pada rasio kedua gas.
Nyala netral paling sering digunakan untuk pengelasan sebagian besar bahan seperti baja karbon rendah, baja tuang, besi tuang, dll. Nyala pengoksidasi memiliki proporsi oksigen yang lebih tinggi daripada asetilena dan digunakan untuk pengelasan baja mangan, kuningan, dan perunggu. sedangkan api naik karbu memiliki proporsi asetilena yang lebih tinggi di dalamnya dan digunakan untuk mengelas aluminium, nikel, dll.
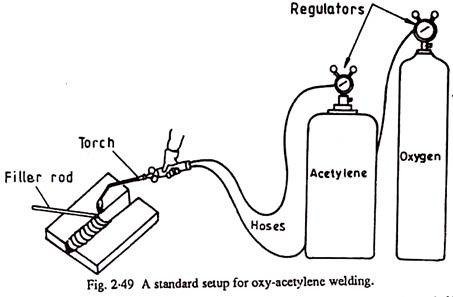
Penggunaan bahan pengisi dengan las gas cukup umum meskipun jika perlu, prosesnya dapat digunakan tanpa pengisi juga. Gambar 2.49 menunjukkan pengaturan untuk pengelasan gas oxy-acetylene.
Secara komersial, proses oxy-acetylene sangat banyak digunakan untuk pengelasan metis besi dan non-besi terutama untuk pengelasan bagian tipis hingga 6 mm. Sebagian besar pekerjaan perbaikan juga dilakukan dengan pengelasan oxy-acetylene.
Aplikasi umum dari proses ini termasuk pengelasan root run in pipe dan las multi-run lainnya, fabrikasi ringan seperti ventilasi dan saluran AC dan perbaikan kendaraan bermotor.
Varian # 2. Pengelasan Tekanan Oxy-Acetylene:
Dalam proses pengelasan oxy-acetylene normal atau non-tekanan, tidak ada tekanan yang digunakan untuk menyelesaikan sambungan Namun, dalam varian kecil dari proses biasa, bagian yang akan disambung dipanaskan oleh pembakar api oxy-acetylene dan dibawa ke pasta. atau keadaan setengah padat.
Tekanan aksial kemudian diterapkan untuk mencapai sambungan yang biasanya dari jenis las yang rusak. Tidak ada peleburan bagian yang dilas yang terlibat karena itu adalah proses pengelasan keadaan padat dan juga disebut ‘Pengelasan Tekanan Panas’ atau hanya sebagai ‘Pengelasan Tekanan Gas, Gambar 2.50 menunjukkan langkah-langkah dalam pengelasan tekanan oxy-acetylene.
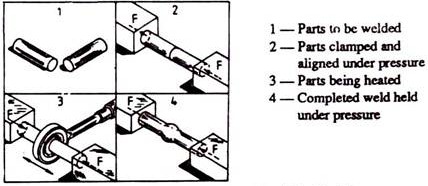
Gambar 2.50 Langkah-langkah dalam pengelasan tekanan oxy-acetylene
Ujung benda kerja yang akan dilas disiapkan dengan cara dipotong dan dibersihkan. Potongan-potongan tersebut kemudian ditahan di klem di bawah tekanan aksial sekitar 3-5 hingga 7 0 N/mm 2 untuk baja ringan. Obor oxy-acetylene atau kepala pemanas dari konfigurasi yang diinginkan (terbagi-melingkar dalam kasus ini) dibuat untuk mengelilingi ujung yang berbatasan (atau menonjol) dan dipanaskan secara merata hingga sekitar 1200°C.
Selama siklus pemanasan, tekanan dinaikkan ke tingkat yang diinginkan untuk mencapai jumlah gangguan yang dirancang pada sambungan. Dalam sebagian besar kasus, kepala pemanas atau obor diayunkan melintasi sambungan untuk memanaskan panjang yang diinginkan dari dua bagian. Ini juga mencegah kemungkinan panas berlebih lokal atau pelelehan superfisial.
Pengelasan tekanan oxy-acetylene dapat digunakan untuk mengelas semua logam komersial yang dapat dilas butt, namun, saat ini digunakan terutama untuk mengelas baja karbon dan baja paduan rendah dalam bentuk batang, rel, pipa, tabung, strip sempit, dan struktural bentuk. Secara umum, material yang menyerap oksidanya sendiri pada suhu tinggi, misalnya baja karbon rendah, lebih mudah dilas dengan proses ini. Namun, proses ini hanya menemukan penggunaan terbatas di industri karena tidak ekonomis untuk menggunakannya untuk pekerjaan satu kali serta karena kurangnya keseragaman dan konsistensi komponen yang dihasilkan oleh proses tersebut.
Aplikasi khas dari proses ini adalah penyambungan bidang tulangan untuk tujuan konstruksi.
