Kelonggaran berikut umumnya diberikan pada suatu pola: 1. Kelonggaran Draf 2. Kelonggaran Penyusutan 3. Kelonggaran Pemesinan 4. Kelonggaran Distorsi 5. Kelonggaran Guncangan.
Ketik # 1. Draf Tunjangan:
Penyadap sekitar 1 persen disediakan untuk semua permukaan yang tegak lurus dengan garis perpisahan untuk memfasilitasi pelepasan yang mudah tanpa merusak sisi vertikal cetakan. Ini dikenal sebagai draft tunjangan. Lancip dapat dinyatakan dalam milimeter per meter atau dalam derajat.
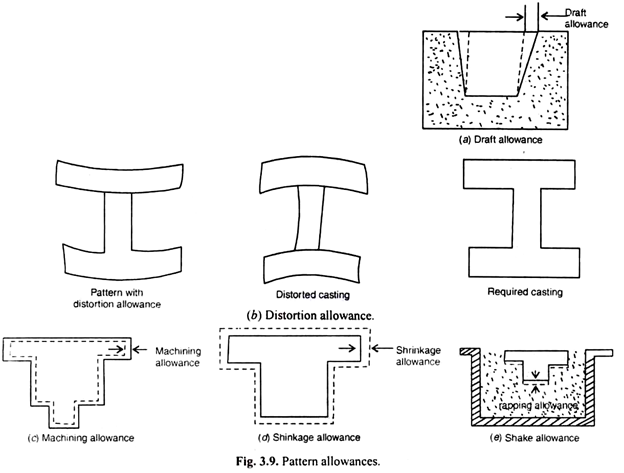
Pola kayu membutuhkan lebih lancip daripada pola logam. Lancip dapat bervariasi dari 1 hingga 2 derajat. Untuk kantong atau rongga yang dalam, nilai ini mungkin lebih tinggi dan untuk pengecoran besar dapat dikurangi hingga kurang dari 1/2 derajat. Tunjangan draf ditunjukkan pada Gambar. 3.9 (a).
Tipe # 2. Kelonggaran Penyusutan:
Hampir semua logam menyusut selama pemadatan dan berkontraksi dengan pendinginan lebih lanjut ke suhu kamar. Untuk mengkompensasi efek ini, sebuah pola dibuat sedikit lebih besar dari dimensi aktual pengecoran akhir.
Nilai penyisihan penyusutan tergantung pada logam yang akan dicetak dan, sampai batas tertentu, pada sifat pengecoran. Tunjangan penyusutan ditunjukkan pada Gambar. 3.9 (d).
Tunjangan Penyusutan biasanya diambil sebagai 1 persen untuk besi tuang, 2 persen untuk baja, 1,5 persen untuk aluminium, 1,5 persen untuk magnesium, 1,6 persen untuk kuningan dan 2 persen untuk perunggu. Untuk menghilangkan kebutuhan untuk menghitung ulang semua dimensi pengecoran.
Pembuat pola menggunakan aturan penyusutan atau skala Kontraksi. Ini lebih panjang dari aturan standar 1 Kaki; panjangnya berbeda untuk logam pengecoran yang berbeda.
Ketik # 3. Kelonggaran Pemesinan:
Dimensi pola terlalu besar dari pengecoran sebenarnya yang dibutuhkan. Hal ini dikarenakan, lapisan logam yang dihilangkan dengan pemesinan untuk mendapatkan permukaan akhir yang lebih baik. Logam besi membutuhkan lebih banyak kelonggaran pemesinan daripada logam non-besi.
Jumlah tunjangan pemesinan tergantung pada faktor-faktor tertentu seperti bentuk, ukuran, jenis logam yang akan dicor, metode pemesinan, tingkat penyelesaian permukaan yang diperlukan, dll. Jumlah tunjangan ini biasanya bervariasi dari 1,5 hingga 15 mm. Tunjangan pemesinan ditunjukkan pada Gambar. 3.9 (c).
Ketik # 4. Tunjangan Distorsi:
Kadang-kadang, pengecoran yang berbentuk rumit atau tidak beraturan mendistorsi selama pemadatan. Dalam kasus seperti itu, perlu untuk mendistorsi pola dengan sengaja untuk mendapatkan cetakan dengan bentuk dan dimensi yang diinginkan.
Distorsi disebabkan oleh pemadatan yang tidak seragam atau pendinginan logam pada bagian yang tipis dan tebal. Balok penampang I dan penampang U yang memiliki ketebalan sayap atas dan bawah yang berbeda akan mengalami distorsi. Ini ditunjukkan pada Gambar. 3.9 (b).
Ketik # 5. Kelonggaran Goyang:
Tunjangan goyang juga dikenal sebagai tunjangan rap. Pola saat ditarik dari cetakan itu mendistorsi sisi dan bentuk rongga.
Untuk menghindari hal ini, pola dikocok untuk membuat celah atau celah kecil antara cetakan dan permukaan pola agar mudah dilepas. Ini meningkatkan ukuran rongga dan karenanya untuk mengkompensasi ini, ukuran polanya sedikit lebih kecil dari coran. Tunjangan goyang dianggap sebagai tunjangan negatif dan ditunjukkan pada Gambar. 3.9 (e).