MIG dan MAG adalah proses pengelasan semi-otomatis dan otomatis. Keduanya memiliki banyak aplikasi dan harus dipelajari oleh siswa sebagai proses utama masa depan. Aplikasi mereka melibatkan melindungi busur dengan argon, helium dan karbon dioksida dan campuran argon dengan oksigen dan atau CO 2 dan helium, karena sumber daya dan peralatan pada dasarnya serupa kecuali untuk pasokan gas.
Jadi proses ini adalah MIG/MAG.
Dalam istilah Amerika: Gas metal-arc welding (GMAW). Untuk pekerjaan perbaikan pada lembaran tipis, seperti pada industri otomotif, MIG semi-otomatis menggunakan campuran argon CO 2 . Untuk pekerjaan fabrikasi yang lebih besar, peralatan mekanis dengan kepala las MIG otomatis digunakan dalam industri fabrikasi. Robot menggunakan kepala las MIG yang sepenuhnya otomatis dengan pengumpanan kawat mandiri.
Argon tidak dapat digunakan sendiri sebagai gas pelindung untuk baja ringan, paduan rendah, dan baja tahan karat karena ketidakstabilan busur. Namun saat ini campuran gas argon, helium, CO 2 dan oksigen yang canggih telah sangat meningkatkan penggunaan proses tersebut.
Proses ini cocok untuk mengelas aluminium, paduan magnesium, baja paduan rendah, baja tahan karat dan tahan panas, tembaga dan perunggu, dll.
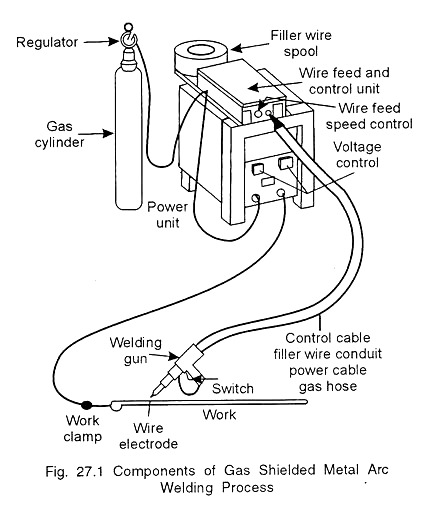
Elektroda habis pakai dari kawat telanjang dibawa pada gulungan dan diumpankan ke pistol yang dioperasikan secara manual atau sepenuhnya otomatis melalui kabel fleksibel luar oleh rol yang digerakkan motor dengan kecepatan yang dapat disesuaikan. Selain itu, gas pelindung atau campuran gas diumpankan ke pistol bersama dengan pasokan arus las. Daya DC diperlukan dengan elektroda kawat yang dihubungkan ke kutub positif (+) (Gbr. 27.1).
Proses Pengelasan:
Perkembangan menarik dalam pengelasan MIG terutama berasal dari pemahaman kami yang lebih baik tentang transfer logam dan cara transfer ini dipengaruhi oleh gas pelindung dan daya listrik yang diumpankan ke kawat.
Busur dipertahankan antara ujung elektroda kawat dasar dan benda kerja. Kawat diumpankan dengan kecepatan konstan, dipilih untuk memberikan jumlah yang dibutuhkan; panjang busur dikendalikan oleh sumber daya. Operator dapat berkonsentrasi untuk mendepositkan logam las dengan cara yang benar dengan mengontrol panjang busur.
Prosesnya dapat dioperasikan pada arus tinggi sekitar 200-500 ampere. Ketika transfer logam dalam bentuk ‘Spray’ cutting— kecuali untuk aluminium—teknik ini terbatas pada pengelasan posisi vertikal dan overhead, terutama dengan menggunakan arus rendah.
Busur dan kolam las dijadwalkan oleh aliran gas. Ini disebut ‘Dip transfer’ atau ‘Pulsed arc’. Transfer celup banyak digunakan untuk lembaran las; Gas pelindung campuran CO 2 , atau Argon—CO 2 ideal untuk mengelas bodi mobil. Keduanya memainkan peran berharga dalam industri.
Proses Pulsed arc GMA telah berhasil diterapkan di berbagai pengelasan, khususnya pengelasan baja berkekuatan tinggi—di mana ia memberikan kualitas yang lebih baik daripada transfer Dip. Kontrol transfer logam dengan menggerakkan busur telah memberikan dimensi baru pada pengelasan GMA.
