Pemotongan logam dapat dilakukan dengan nyala api oxy-acetylene—ini disebut Pemotongan Api atau Pemotongan Gas-Oksi. Pemotongan busur pada dasarnya adalah metode penerapan energi panas dari busur listrik untuk melelehkan logam di sepanjang garis pemotongan yang diinginkan.
Karena suhunya yang tinggi dan biaya produksi panas yang rendah, busur sangat cocok untuk memotong logam-logam yang tidak dapat dengan mudah dioksidasi—besi tuang, baja mangan, dan logam non-besi.
Untuk memotong logam dengan elektroda karbon dan dengan elektroda logam berlapis menggunakan proses yang berbeda. Dalam pemotongan busur, tidak ada tindakan yang cenderung memaksa logam cair keluar dari potongan itu sendiri. Beberapa ketentuan harus dibuat untuk memungkinkan logam cair mengalir keluar dari potongan. Pemotongan umumnya harus dimulai pada titik yang sama dari mana logam cair dapat mengalir dengan mudah oleh gaya gravitasi.
Pemotongan busur lebih rendah daripada pemotongan api—baik dalam kualitas maupun kecepatan pemotongan. Aplikasi untuk pemotongan busur termasuk pemotongan produksi besi tuang, baja paduan, dan logam non-besi dan pemotongan skrap. Elektroda karbon, grafit atau logam dapat digunakan.
Elektroda karbon terutama digunakan untuk semua pemotongan busur. Elektroda grafit memungkinkan konsentrasi arus yang lebih tinggi, tetap tajam untuk waktu yang lama, dan menghasilkan garitan (takik atau alur) yang lebih rapi daripada elektroda karbon. Pemotongan dilakukan dengan arus searah, dengan elektroda di sisi negatif rangkaian.
Dalam pemotongan pelat ban karbon dengan ketebalan hingga 12 mm, busur hanya dimajukan di sepanjang bagian yang akan dipotong. Pemotongan dapat dilakukan dalam posisi apa pun, tetapi hasil terbaik diperoleh bila ‘pekerjaan’ berada dalam bidang horizontal atau dalam posisi vertikal dengan arah ke atas untuk memungkinkan logam cair mengalir dengan mudah keluar dari pemotongan.
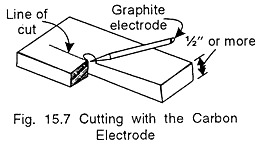
Sudut elektroda ke pekerjaan tergantung pada posisi ‘pekerjaan’. Untuk pemotongan vertikal, elektroda harus diarahkan ke bawah. Untuk pemotongan datar, elektroda dapat dipegang vertikal atau sedikit ke depan (Gbr. 15.7).
Pemotongan busur logam lebih unggul daripada pemotongan busur karbon karena potongannya lebih sempit dan diperoleh permukaan garitan yang lebih halus; dan arus bolak-balik dapat digunakan. Dalam pemotongan busur logam, preferensi harus diberikan pada elektroda yang dilapisi.
Bahan inti dapat berupa baja karbon rendah yang tidak cocok untuk pengelasan. Dengan elektroda yang dilapisi, busur pendek harus dibuat, dan elektroda harus terus didorong ke dalam slot. Gerakan ke atas harus sangat cepat, dan gerakan ke bawah harus memberikan efek dorongan dan dengan demikian membantu mendorong logam cair dan terak keluar.
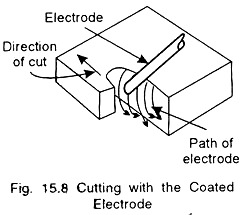
Lapisan memperlambat pencairan elektroda, menstabilkan busur dan mengisolasi inti dari pekerjaan saat elektroda dimasukkan ke dalam potongan. Pemotongan busur dapat dilakukan dengan elektroda logam dan dengan sumber suplai arus yang digunakan untuk pengelasan busur (Gbr. 15.8).
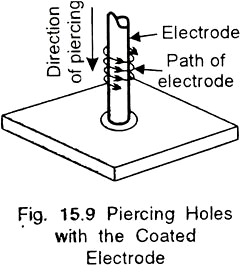
Elektroda berlapis sering digunakan untuk melubangi pelat. Setelah busur mengenai titik di mana lubang diinginkan, elektroda harus digerakkan dengan gerakan memutar sama dengan diameter lubang yang diusulkan sampai logam meleleh. Elektroda kemudian ditekan ke logam cair, sementara gerakan melingkar dilanjutkan. Saat operasi berlanjut, elektroda melelehkan lubang melalui pelat (Gbr. 15.9).