Artikel ini memberikan catatan tentang sambungan las sederhana.
Lasan biasanya terdiri dari beberapa bagian yang disatukan oleh sambungan las:
Sambungan Butt (Pantat Persegi, But Tunggal, Butt Vee Ganda), Sambungan pangkuan, Sambungan-T, Sambungan sudut, dll.; semua sambungan las sederhana ditunjukkan pada Gambar 6.24.
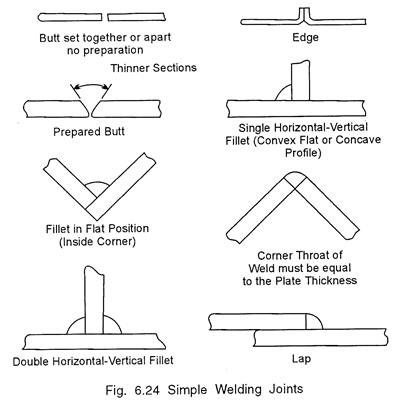
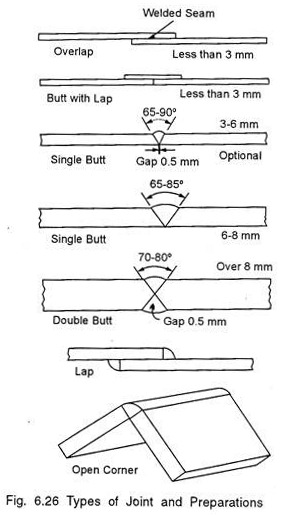
Tepi disiapkan untuk pengelasan sesuai dengan ketebalan logam yang akan dilas. Bila bagian yang akan dilas adalah bagian yang ringan, penetrasi penuh dapat diperoleh jika tepi bagian yang akan dilas berbentuk persegi. Ini disebut ‘persiapan pantat persegi’. Di atas piring dengan ketebalan lebih dari 5-8 mm, persiapan single-vee diperlukan. Untuk ketebalan pelat lebih dari 12 mm, vee ganda lebih disukai.
Sambungan butt paling cocok untuk las pelat seperti bejana, pipa, boiler, dll. Sambungan pangkuan adalah salah satu di mana tepi dua pelat diatur satu demi satu atau di atas yang lain sehingga saling tumpang tindih. Bagian yang tumpang tindih disebut pangkuan. Pada las esensial, sambungan pangkuan harus dilas dari kedua sisi.
Sambungan-T diperoleh dengan menempatkan tepi satu bagian pada permukaan bagian lain dengan sudut siku-siku satu sama lain. Jenis sambungan ini biasa terjadi pada struktur teknik. Setiap sambungan yang disebutkan di atas memiliki sejumlah variasi, dan pemilihannya ditentukan oleh bentuk las, dan tujuan serta kondisi servis sambungan yang dihasilkan.
Dari jenis sambungan sederhana ini, perancang harus memilih sambungan las terbaik dari sudut pandang layanan pengelasan dan teknik.
Metode Penyambungan:
Secara metodis, sambungan las dapat diklasifikasikan menjadi dua kelompok—’Kelompok Butt’ dan ‘Kelompok Fillet’.
Grup Pantat:
Butt berarti las antara dua pelat yang ditempatkan ujung ke ujung di dataran yang sama. Ada tiga jenis sambungan Butt—Square butt atau Down-hand (Ground position), Single Vee Butt, dan Double Vee Butt.
Grup Fillet:
Fillet berarti endapan segitiga antara dua permukaan logam induk. Dalam pengelasan fillet, pelat tidak berada pada level yang sama. Itu membuat sudut antara dua lempeng. Ada tiga sambungan fillet—Tee-Fillet, Lap Fillet, dan Corner Fillet.
Semua sambungan ini dikembangkan berdampingan seperti yang dirancang dan dibutuhkan oleh para insinyur las. Dalam teknik pengelasan modern, beberapa bagian disatukan oleh sambungan las. Untuk mendapatkan suara las ke garis referensi biasanya ditarik sejajar dengan bagian bawah gambar.
Sisi sambungan tempat panah ditempatkan dikenal sebagai ‘sisi panah’ untuk membedakannya dari ‘sisi lain’. Jika simbol las ditempatkan ‘di bawah’ garis referensi maka permukaan las berada di ‘sisi panah’ sambungan. Jika simbol berada di atas garis referensi, permukaan las berada di ‘sisi lain’ sambungan.
Simbol pada kedua sisi garis acuan menunjukkan las yang harus dilakukan pada kedua sisi sambungan. Sedangkan jika simbol melintasi garis acuan, las berada di dalam pelat sambungan. Sebuah lingkaran di mana ‘garis panah’ bertemu dengan garis referensi menunjukkan bahwa itu harus menjadi lasan ‘serba’, sementara bendera yang dihitamkan pada titik ini menunjukkan lasan ‘di tempat’.
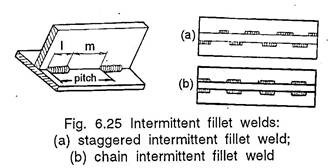
Proses pengelasan terputus-putus ditunjukkan dengan angka yang menunjukkan bagian yang dilas, dan angka dalam tanda kurung untuk bagian yang tidak dilas setelah simbol.
Gambar sebelum simbol las sudut menunjukkan panjang kaki. Sambungan las yang dibuat dengan cara mencantumkan informasi lengkap tentang las pada gambar disediakan oleh simbolnya. Simbol las terletak pada garis referensi putus-putus yang terdiri dari kaki horizontal dan kaki miring, yang terakhir diakhiri dengan panah yang menunjukkan tempat di mana las tertentu akan dibuat.
Untuk terlihat perlu menyiapkan atau mendandani tepi piring yang berbeda. Jenis persiapan sambungan dan tepi terutama bergantung pada ketebalan logam dan sifat sambungan.
