Ada beberapa varian proses Gas Tungsten Arc Welding (GTAW) dan beberapa yang lebih populer di antaranya adalah sebagai berikut: 1. GTAW Arus Berdenyut 2. GTAW Hot Wire 3. GTAW Arc Spot Welding.
Varian #1. GTAW Arus Berdenyut:
Dalam GTAW arus berdenyut, arus pengelasan disuplai dalam bentuk pulsa, bukan dengan besaran konstan. Hal ini karena GTAW konvensional bila digunakan untuk lembaran tipis membutuhkan arus yang sangat rendah yang tergantung pada sifat arus, membuat busur mengembara dari titik ke titik pada permukaan kolam las dan atau ujung elektroda. Stabilitas busur dapat dicapai dalam kasus seperti itu jika arus disuplai dalam bentuk pulsa. Sifat perubahan arus las dari konvensional ke mode pulse untuk busur dc dan ac ditunjukkan pada Gambar 9.19.
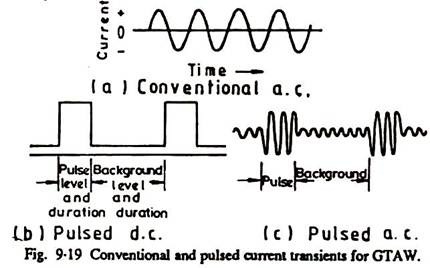
Pemanasan dan fusi berlangsung selama periode arus pulsa sementara pendinginan dan pemadatan berlangsung selama periode arus latar belakang. Sumber daya GTAW berdenyut dilengkapi dengan perangkat khusus untuk mengatur arus pulsa dan latar belakang ini serta periode waktunya. Setelah parameter ini disesuaikan dan atur arus pulsa catu daya dan arus latar belakang untuk periode waktu yang sesuai hingga penyesuaian baru dilakukan untuk bahan atau pekerjaan yang berbeda.
Mengalirkan arus pengelasan memberikan metode yang ampuh untuk meningkatkan toleransi GTAW terhadap variasi penyesuaian benda kerja. Pengelasan dengan arus pulsa menghasilkan serangkaian bintik-bintik terpisah yang biasanya tumpang tindih sekitar 50% dari diameter titik.
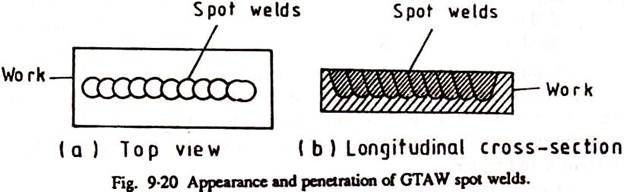
Ketika kepala las tetap diam selama periode pulsa, bintik-bintik akan terlihat melingkar dan dengan penetrasi maksimum untuk parameter arus yang ditetapkan, seperti yang ditunjukkan pada Gambar 9.20. Ketika kepala las digerakkan dengan kecepatan terus menerus maka bintik-bintik menjadi elon gated dengan penetrasi yang sedikit lebih sedikit.
Gerakan kepala las yang terus menerus ini adalah metode pengelasan yang disukai. DCEN adalah suplai arus yang disukai meskipun ac digunakan di mana tindakan pembersihan katoda seluler merupakan persyaratan penting seperti dalam pengelasan paduan aluminium dan perunggu aluminium.
Secara umum, arus pulsa disesuaikan pada 1-5 hingga 2 kali arus kondisi tunak normal yang digunakan untuk pekerjaan yang sama. Arus latar diatur pada 15 hingga 25% dari besarnya arus pulsa. Misalnya, jika arus pulsa diatur pada 200A maka arus latar dapat diatur antara 30 dan 50 ampere.
Periode waktu untuk pulsa dan arus latar sama pentingnya dengan yang pertama menentukan ukuran kolam las dan kedalaman penetrasi sedangkan yang terakhir mengontrol laju pemadatan manik cair. Jika kolam las menjadi terlalu besar periode waktu pulsa berkurang dan jika penetrasi terlalu dalam besarnya arus pulsa berkurang.
Pulsa persegi panjang ditemukan memuaskan untuk sebagian besar tujuan , namun jika diperlukan, pulsa dalam bentuk apa pun dapat dihasilkan untuk mencapai tujuan yang diinginkan. Misalnya, Gambar 9.14 menunjukkan pulsa majemuk yang memberikan operasi pengisian kawah yang memuaskan dan membantu dalam mengendalikan pengembangan retakan pada las. Namun, sementara pulsa persegi panjang dapat diperoleh dengan menggabungkan resistor sederhana dengan by-pass switching di sirkuit output dari rangkaian konvensional, untuk kontrol transistor pulsa berbentuk khusus dari arus output diperlukan.
Distorsi atau warpage, terutama pada material tipis, dikurangi dengan penggunaan pulsed GTAW. Namun, penggunaan utama GTAW pulsa adalah untuk mengelas bahan yang berbeda atau bahan yang sama dengan ketebalan yang berbeda. Aplikasi penting lainnya adalah peletakan root run pada pengelasan pipa; ini mengurangi penumpukan panas dan akibatnya variasi dalam penetrasi akar. Las tabung-ke-tabung-pelat sangat cocok untuk GTAW pulsa karena melibatkan ketebalan yang berbeda dan sambungan melingkar.
GTAW arus pulsa digunakan terutama sebagai proses otomatis tetapi juga dapat berhasil digunakan dalam mode manualnya. Denyut arus, bagaimanapun, mengurangi kecepatan pengelasan.
Varian #2. Hot Wire GTAW:
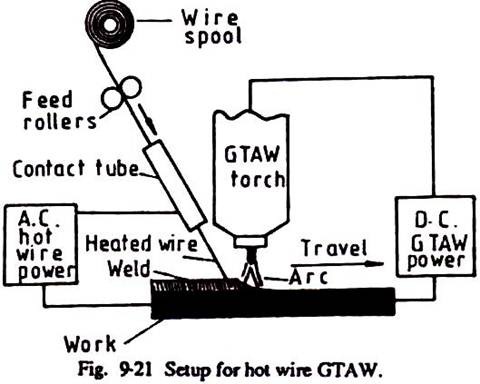
Dalam varian proses GTAW ini, rangkaian listrik tambahan digunakan untuk memanaskan kawat pengisi sebelum mengumpankannya ke kolam las; selain itu peralatannya mirip dengan yang digunakan untuk memberi makan kawat dingin. Kawat dipanaskan dengan pemanasan hambatan listrik dengan tegangan rendah ac dari sumber listrik potensial konstan.
Ketika proses GTAW kawat panas digunakan untuk posisi pengelasan downhand, kawat diumpankan secara mekanis dan pelindung gas lembam disediakan untuk melindungi kolam las dan kawat panas dari oksidasi. Sistem seperti itu ditunjukkan pada Gambar 9.21.
Biasanya campuran 75/25 He-Ar digunakan untuk melindungi elektroda tungsten , kawat pengisi, dan kolam las.
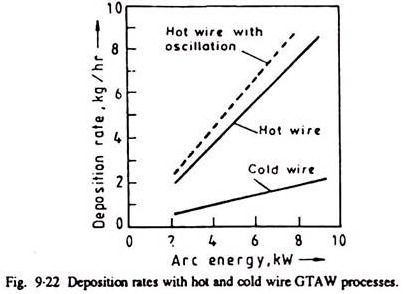
Hot wire GTAW menghasilkan peningkatan laju deposisi yang cukup besar yang mungkin mendekati yang diperoleh GMAW. Perbandingan antara laju deposisi yang dicapai oleh proses GTAW hot wire dan cold wire ditunjukkan pada Gambar 9.22
Aliran arus untuk memanaskan kawat Pengisi dimulai dengan membuat kontak antara kawat dan permukaan benda kerja di tepi kolam las. Kawat panas diumpankan di belakang busur dengan sudut 40°-60° antara kawat dan elektroda tungsten. AC digunakan untuk sirkuit pemanas kawat untuk menghindari pukulan busur.
Namun, penggunaan ac untuk pemanasan kawat menghasilkan osilasi busur dc tungsten dalam arah memanjang sebesar 30° ketika arus pemanas adalah 60% dari arus busur dan osilasi adalah 120° ketika kedua arus sama. Untuk mengontrol osilasi, metode terbaik adalah dengan menggunakan kabel Pengisi dengan diameter maksimum b7 mm yang membatasi arus pemanasan hingga 60% dari arus busur.
Hot wire GTAW telah berhasil digunakan untuk mengelas karbon dan baja paduan rendah, baja tahan karat, serta paduan tembaga dan nikel. Memanaskan lebih dulu kawat tidak terlalu memuaskan untuk bahan dengan konduktivitas tinggi seperti aluminium dan tembaga karena memerlukan arus yang lebih berat untuk pemanasan yang menghasilkan peleburan yang tidak merata dan busur yang berlebihan di bawahnya. Penggunaan penting lainnya dari hot wire GTAW dibuat di permukaan terutama untuk menyimpan baja tahan karat pada dasar baja karbon rendah.
Varian # 3.GTAW Arc Spot Welding:
Pengelasan titik busur merupakan varian penting dari proses GTAW. Peralatan yang digunakan pada dasarnya sama dengan GTAW konvensional hanya saja sistem kontrolnya termasuk perangkat pengatur waktu dan nozzle obor yang dimodifikasi.
Pengelasan titik busur dapat dilakukan dengan ac atau dcen. Arus searah dengan elektroda negatif digunakan untuk semua bahan kecuali aluminium yang digunakan arus ac dengan superimposisi kontinyu frekuensi tinggi. Nosel obor digunakan untuk memberikan tekanan untuk menahan bagian yang dilas dalam kontak dekat. Nosel terbuat dari tembaga atau baja tahan karat dan seringkali didinginkan dengan air karena busur tertutup sepenuhnya di dalam nosel.
Desain nozzle menentukan jarak elektroda ke benda kerja yang sangat penting untuk mencapai las yang baik. Nosel dilengkapi dengan port ventilasi untuk mempengaruhi aliran gas dan keluar. Diameter dalam nosel adalah diameter elektroda tungsten dan biasanya sekitar 12 mm. Obor las juga dilengkapi dengan sakelar pemicu yang menggerakkan siklus pengelasan titik.
Gas pelindung yang digunakan adalah helium atau argon dengan laju aliran 2-5 hingga 4-5 lit/min. Kontak permukaan nozzle-to-work harus baik untuk menghindari aliran gas yang berlebihan. Helium menghasilkan nugget las kecil dengan penetrasi lebih besar sementara argon menghasilkan nugget las lebih besar dengan penetrasi lebih rendah.
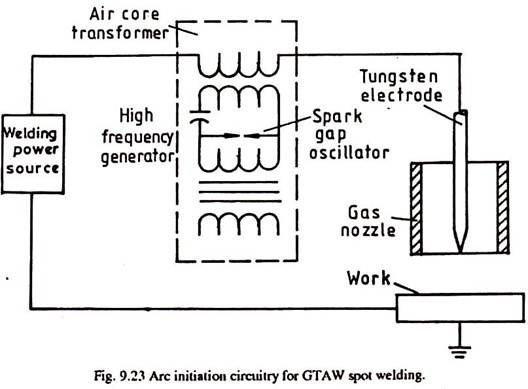
Urutan operasi yang normal adalah obor las titik ditekan ke benda kerja tempat las titik akan dibuat. Sakelar memicu obor dan memulai aliran gas dan air untuk membersihkan sistem dan memengaruhi pendinginan. Busur diprakarsai oleh debit HF yang sirkuit garis besarnya ditunjukkan pada Gambar. 9.23.
Busur berlanjut untuk waktu yang ditentukan dan las titik tercapai. Pelat cadangan tembaga digunakan untuk las titik lembaran tipis, katakanlah, ketebalan 0,5 mm. Lebih baik menggunakan siklus waktu pendek arus tinggi daripada arus rendah dan siklus waktu panjang. Arus yang berlebihan dapat menyebabkan percikan. Kontrol panjang busur juga penting karena busur yang panjang menyebabkan panas berlebih dan undercut sementara busur pendek sering mengakibatkan kontaminasi elektroda karena korsleting antara ujung dan logam cair yang mengembang.
Pengelasan titik busur GTAW digunakan untuk ketebalan maksimum lembaran 1,6 mm. Biasanya tidak ada logam pengisi yang digunakan, tetapi bila diperlukan diumpankan dengan bantuan pengumpan kawat khusus. Penambahan kawat pengisi meningkatkan konfigurasi nugget dan membantu mengatasi retakan kawah.
Las titik busur GTAW banyak digunakan dalam pembuatan suku cadang otomatis, suku cadang logam presisi, dan suku cadang untuk komponen dan peralatan elektronik . Ini sangat berguna di mana akses ke sambungan pangkuan hanya dapat diperoleh dari satu sisi. Proses ini terutama digunakan dalam mode semi-otomatis tetapi dapat dimekanisasi dan bahkan dikendalikan oleh sistem yang dikontrol secara numerik (NC) untuk mencapai tingkat produksi yang tinggi.
Elektroda Kembar GTAW digunakan di mana diperlukan lasan lebar yang halus seperti dalam pembuatan selubung kabel dari strip. Dua elektroda tung sten digunakan dengan catu fasa terpisah dari transformator dua fasa Scott.
Dengan demikian, busur menyerang dari setiap elektroda secara terpisah. Kedua elektroda digerakkan berdampingan di sepanjang sambungan untuk mendapatkan lasan halus lebar tanpa potongan. Pengaturan seperti itu dapat digunakan untuk meletakkan lapisan kosmetik atau untuk permukaan.
GTAW Terprogram Manual dapat dicapai dengan menggunakan rheostat yang dikendalikan kaki untuk memulai dan menyelesaikan las. Untuk beberapa lasan tertentu, perubahan arus tambahan diperlukan selama siklus pengelasan yang dilakukan melalui pemrogram atas perintah sakelar.
Sakelar jari pada obor GTAW dapat digunakan untuk memilih program tertentu untuk mencapai las yang diinginkan. Sakelar juga dapat digunakan untuk mengakhiri program atau mengulanginya. Jenis pengelasan dengan GTAW ini disebut sebagai GTAW yang diprogram secara manual dan populer digunakan untuk mengelas tube-to-tube sheet dan root pass welding dalam pekerjaan pipa.
