Penugasan Toko # 1. Pengelasan Pipa:
Teknik penyambungan pipa melibatkan dua prosedur pembuatan sambungan—posisi tetap, dan posisi menggelinding atau berputar. Posisi atau metode yang berbeda membutuhkan sudut pipa tiup dan batang las yang berbeda. Saat pipa dipasang di tempatnya, pengelasan harus dilakukan dengan bekerja di semua posisi — datar, vertikal, horizontal, dan di atas kepala.
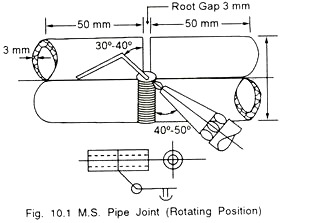
Jika las bergulir akan dibuat, kehati-hatian harus diberikan untuk mengatur pipa sehingga dapat diputar dengan mudah selama pengelasan. Teknik forehand nyala netral standar akan digunakan untuk pelat. Pengelasan harus dimulai di kuadran atas pipa—pada titik sekitar 70° ke bawah dari garis tengah atas pipa.
Sebelum mengelas, rekatkan pipa dalam empat jarak yang sama, pertahankan celah akar yang benar 3 mm dan sejajar.
Ujung obor harus mengarah ke atas sehingga arah nyala hampir bersinggungan dengan keliling pipa. Pengelasan dan pembubutan harus dilanjutkan dengan cara ini sampai sambungan benar-benar dilas sekitar 70° ke bawah dari atas (Gbr. 10.1). Sudut sumpitan harus 40°- 50° dan sudut Batang harus 30°- 40° di garis pengelasan.
Dalam posisi tetap, pengelasan dimulai pada vertikal ke atas, sisi atas pada posisi D/H, metode sisi vertikal ke atas lainnya, dan posisi O/H sisi bawah. Dalam butt welding, ujung pipa yang miring harus diberi jarak sekitar 1,5 mm dan kemudian ditempelkan di tiga tempat dengan jarak yang sama, dengan paku payung yang sangat ringan.
Dalam struktur pipa las, banyak jenis sambungan yang dapat digunakan. Di semua jenis sambungan, permukaan dan tepi harus dibersihkan dari oksida dan benda asing lainnya. Penting untuk memasang di sekitar pipa dan semua las paku harus digabungkan dengan benar ke dalam fusi las.
Beberapa sambungan pipa penting:
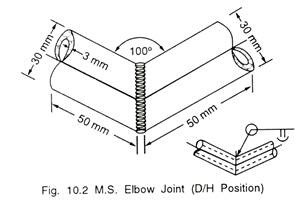
(a) El bow joint (Gbr. 10.2),
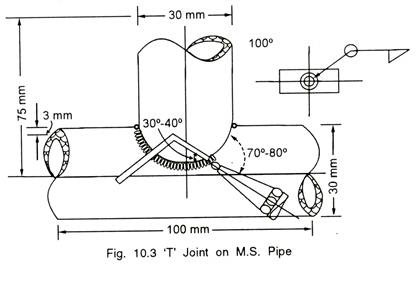
(b) Sambungan tee (Gbr. 10.3);
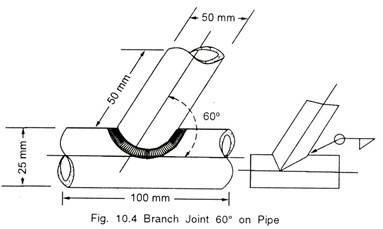
(c) Sambungan cabang (Gbr. 10.4) ditunjukkan pada gambar.
Penugasan Toko # 2. Pengelasan Tabung Baja Pengukur Cahaya:
Pengelasan pipa biasanya dilakukan pada diameter pipa yang lebih besar dan pipa baja yang lebih ringan untuk gas, minyak, air, dll. Panjang pipa yang akan dilas ditempatkan pada roller sehingga mudah diputar. Panjangnya kemudian dibariskan dan dipegang oleh klem dan dilas paku di empat tempat yang berjarak sama di sekeliling keliling dengan panjang sebanyak yang bisa ditangani dengan mudah.
Jenis pengelasan memiliki teknik yang berbeda dari metode pengelasan posisional konvensional dan memungkinkan pipa baja diletakkan melintasi jarak jauh . Pengelasan sambungan harus dilakukan dalam posisi datar. Berbagai metode persiapan dan standar pengelasan untuk pipa baja.
Pada struktur welded-tubing, banyak jenis sambungan yang dapat digunakan, namun tekniknya tidak jauh berbeda. Permukaan, serta pinggirannya, harus dibersihkan secara menyeluruh dari oksida, dan benda asing lainnya. Nyala api ‘Netral’ yang lembut—tidak runcing maupun tidak beraturan—harus digunakan. Teknik forehand atau backhand akan bekerja sama baiknya.
Potongan sambungan pipa dengan tepi persegi harus disatukan untuk membentuk sambungan butt terbuka, dengan jarak 0,8-1,5 mm antara tepi yang berdekatan. Las paku harus ditempatkan pada tiga titik yang berjarak sama (Gbr. 10.5). Pengelasan harus dilakukan dengan menggulung tabung dan penetrasi harus penuh—ke dinding bagian dalam. Penguatan las harus dijalankan dari minimum 1,5 mm hingga maksimum 3 mm.
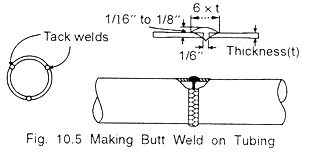
Untuk mengelas tabung baja dengan diameter luar 19-50 mm ketebalan dinding dan pelat baja dengan ketebalan 5-6 mm, ukuran batang pengisi baja harus 1,5-2,5 mm (Gbr. 10.5). Untuk las butt posisi pada tubing dalam posisi tetap vertikal (Gbr. 10.6), bagian tubing harus direkatkan bersama untuk membentuk sambungan butt terbuka, dengan jarak 0,8-1,5 mm antara tepi yang berdekatan. Las tack harus diposisikan di ujung seperti juga di tengah sambungan.
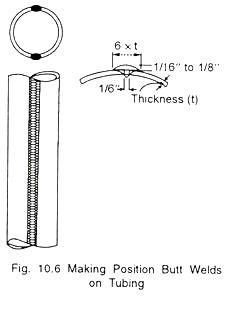
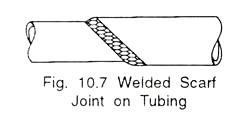
Penguatan las harus dimulai dari minimal 1/16″. Untuk tabung dengan diameter yang berbeda, tabung yang lebih besar, yang ujungnya berpola, harus direkatkan menjadi satu untuk membentuk sambungan yang berselubung (Gbr. 10.7). Pengelasan harus dilakukan dengan menggulung tabung.
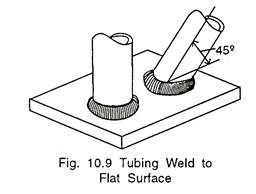
Untuk tabung dengan diameter berbeda, tabung yang lebih besar seringkali memiliki ujung mulut ikan (Gambar 10.8, 10.9). Tabung dengan ujung berulir persegi dan 45° harus diatur pada 90° dan 45° di bagian atas pelat. Sambungan harus dilas dalam posisi tangan ke bawah. Lasan sudut yang menyambung pipa ke pelat harus dibuat dengan teknik forehand dan backhand.

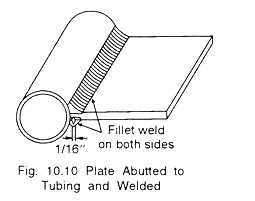
Pelat harus disela secara radial ke pipa dan dipasang pada posisinya. Tepi tabung piate-abutting harus berbentuk persegi potong. Pengelasan bisa pada Tubing dibuat dalam posisi datar (Gbr. 10.10).
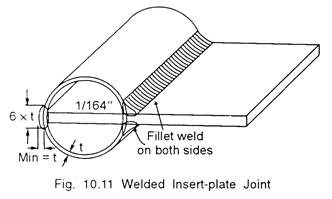
Gambar 10.11 menunjukkan pelat yang disisipkan di antara dua bagian pipa dan direkatkan menjadi satu. Semua ujungnya harus dipotong persegi. Empat las paku harus digunakan untuk satu rakitan, dan dengan paku payung di kedua sisi pelat dan tabung. Pengelasan harus dilakukan dengan posisi horizontal dan diendapkan dengan teknik dahi dan kepala belakang.
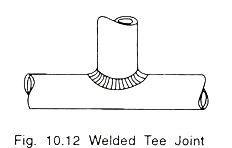
Gambar 10.12 menunjukkan bagaimana tabung harus disatukan untuk membentuk sambungan Tee. Lasan harus disimpan seperti sebelumnya.
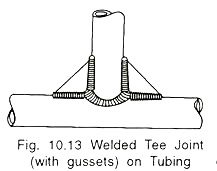
Gambar 10.13 menunjukkan bagaimana tabung dan gusset harus dirakit dan direkatkan menjadi satu untuk membentuk sambungan Tee dengan gusset. Teknik pengelasannya sama seperti sebelumnya.
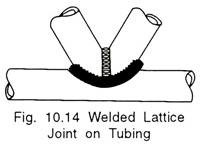
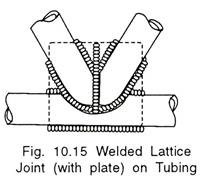
Gambar 10.14 menunjukkan bagaimana tabung membentuk sambungan kisi dan Gambar 10.15 menunjukkan bagaimana tabung dan pelat harus digabungkan untuk membentuk sambungan kisi dengan pelat bujur sangkar.
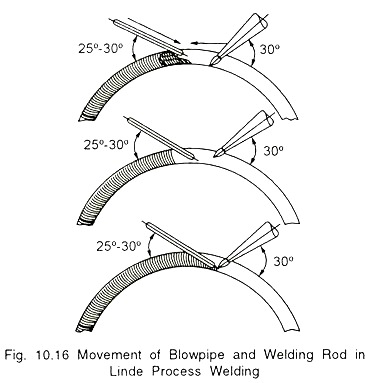
Penugasan Toko # 3. Proses Linde dalam Pengelasan Pipa:
Pengelasan proses Linde direkomendasikan untuk pipa dengan ketebalan dinding 6-16 mm. Pemancing persiapan Vee yang lebih kecil digunakan sebagai 60°-70° vee digunakan pada pengelasan api tunggal dan 50° vee untuk pengelasan multi api. Pipa harus dalam posisi digulung dan pengelasan harus dimulai dengan posisi ke bawah pada posisi pipa yang paling tinggi.
Nyala karburasi harus disesuaikan, panjang ‘bulu’ harus satu setengah sampai dua setengah kali panjang kerucut pusat. Nosel harus satu ukuran lebih besar daripada untuk pengelasan biasa. Diinginkan untuk memiliki api ‘Lembut’ untuk mengontrol logam las. Gerakan batang dan sumpit yang benar itu penting.
Prosesnya tergantung pada reaksi kimia antara karbon dan besi pada suhu tinggi. Nyala karburasi adalah Gambar 10.12 Welded Tee Joint yang digunakan untuk memasok karbon yang diperlukan.
Rincian aksi kimiawi yang terjadi:
(1) Ketika baja dipanaskan, kelebihan karbon yang ada dalam nyala api mengurangi oksida besi yang ada dengan menggabungkannya dengan oksigen dalam oksida sehingga meninggalkan besi murni. Dengan tindakan ini api membersihkan dan bertindak sebagai agen peremaja pada permukaan ‘pekerjaan’.
(2) Permukaan baja yang dipanaskan kemudian dengan mudah menyerap karbon dari nyala api.
(3) Penyerapan karbon menurunkan titik leleh baja. Lapisan permukaan yang terpengaruh ini mudah menyatu dengan logam las yang ditambahkan dari batang pengisi.
(4) Tindakan kimiawi yang berkembang dengan penggunaan batang pengisi baja paduan mengoreksi perkembangan kimiawi yang tidak diinginkanâ €”seperti oksidasi—dan logam las setidaknya kuat dan tahan lama seperti logam induk.
