Dalam industri apa pun di Zaman Baja modern, keberadaan teknologi pengelasan adalah suatu keharusan. Dan MMAW (Manual Metal Arc Welding), SM AW (Stick Metal Arc Welding), dan GTAW (Gas Tungsten Arc Welding) sudah mapan. Hal ini karena fleksibilitasnya, utilitasnya di semua posisi dan lokasi, serta ketersediaan mudah bahan habis pakai yang diperlukan untuk berbagai jenis pengelasan.
Di sebagian besar industri kita, pekerjaan pengelasan dilakukan dengan menggunakan berbagai jenis tongkat atau elektroda berlapis.
Tetapi para industrialis saat ini meningkatkan produktivitas mereka dengan maksud untuk memerangi persaingan baik dari pasar internal maupun internasional terutama ketika industri di seluruh dunia menjadi semakin kompetitif dan manajemen industri terus mencari cara dan sarana baru untuk mengurangi biaya dan meningkatkan kontrol kualitas.
Dalam situasi tersebut, pengguna ingin memodernisasi mesin mereka agar berjalan lebih cepat, lebih lama, dan lebih efisien. Dan mereka mencari berbagai keuntungan dari proses pengelasan Otomatis dan Semi-Otomatis—MIG/MAG, TIG, GTAW atau Pengelasan Busur berpelindung Gas—yang merupakan Peralatan Mesin Teknologi Pengelasan yang paling modern. Pengelasan Argon Arc atau Gas-shielded Arc adalah yang paling populer di antara mereka.
Sekarang, mari kita pertimbangkan gas inert dan pemanfaatannya dalam ilmu las. Gas inert, seperti namanya, adalah gas yang tidak aktif. Ini digunakan untuk melindungi kolam cair dari udara atmosfer pada saat pengelasan. Gas inert yang penting adalah Helium dan Argon. Mereka digunakan dengan gas Perisai lainnya.
Gas pelindung dapat digolongkan menjadi dua kelompok:
(1) Gas larut dalam atau bereaksi dengan logam. Ini adalah Hidrogen, Karbon dioksida, Nitrogen dll.
(2) Gas inert seperti Helium dan Argon.
Argon dan Karbon dioksida adalah yang paling banyak digunakan. Argon diperoleh sebagai produk sampingan dalam pemisahan udara untuk menghasilkan oksigen. Argon dipasok dalam silinder yang ditarik baja di bawah tekanan 150 atmosfer. Argon murni mengandung 97-98 persen argon, sementara argon komersial mengandung 13-14 persen nitrogen.
Sangat mudah untuk mempertimbangkan bahwa penerapan gas yang melibatkan melindungi busur dengan argon, helium dan karbon dioksida (CO 2 ) dan campuran argon dengan oksigen dan CO 2 , helium sangat penting.
Argon digunakan sebagai gas pelindung karena bersifat inert secara kimiawi dan tidak membentuk senyawa. Kemurnian argon tingkat komersial adalah sekitar 99,996% dan diperoleh dengan distilasi fraksional udara cair dari atmosfer. Itu lebih murah dan karena itu digunakan untuk tujuan komersial.
Argon dalam keadaan kemurnian komersial digunakan untuk tujuan pengelasan logam. Argon dengan hidrogen 5% memberikan peningkatan kecepatan pengelasan dan penetrasi pada pengelasan baja tahan karat dan paduan Nikel.
Helium dapat digunakan untuk aluminium dan paduannya serta tembaga. Tetapi Helium lebih mahal daripada Argon dan, karena densitasnya yang lebih rendah, diperlukan volume yang lebih besar daripada Argon untuk memastikan perlindungan. Variasi kecil dalam panjang busur menyebabkan perubahan yang lebih besar dalam kondisi las.
Campuran 30% Helium dan 70% Argon memberikan kecepatan pengelasan yang cepat. Pengelasan DC mekanis aluminium dengan Helium memberikan penetrasi yang dalam dan kecepatan tinggi.
Pengelasan Argon-arc otomatis telah berhasil digunakan untuk mengelas baja tahan karat tipis, aluminium dan paduannya. Proses Argon-Arc dapat menggunakan elektroda yang tidak dapat dikonsumsi atau dapat dikonsumsi. Dengan elektroda yang tidak dapat dikonsumsi, busur dipertahankan antara elektroda tungsten dan ‘Pekerjaan’. Perisai Argon diproyeksikan di sekitar elektroda.
Busur terbakar antara elektroda tungsten dan benda kerja di dalam perisai argon gas inert, yang menghilangkan atmosfer dan mencegah kontaminasi elektroda dan logam cair. Busur tungsten panas mengionisasi atom argon di dalam perisai untuk membentuk plasma gas yang terdiri dari elektron bebas dengan jumlah yang hampir sama.
Berbeda dengan elektroda dalam proses busur logam manual, tungsten tidak ditransfer ke ‘Pekerjaan’.
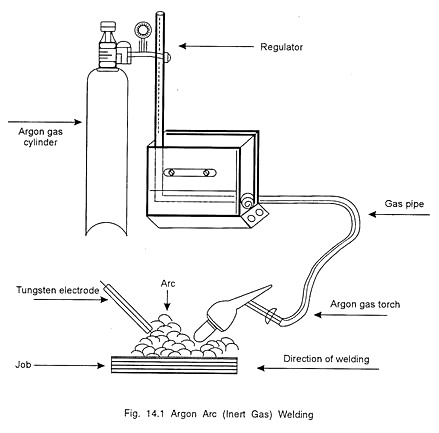
Gambar 14.1 menunjukkan bahwa sumber panas dalam proses las busur gas inert adalah busur listrik antara elektroda tungsten dan logam induk. Elektroda dilindungi oleh aliran gas lembam—argon atau helium—yang menghilangkan kebutuhan untuk menambahkan fluks.
AC umumnya digunakan dengan elektroda tungsten, dan DC dengan elektroda busur logam habis pakai. Proses ini digunakan untuk mengelas paduan ringan, beberapa logam non-besi—khususnya aluminium, tembaga dan paduannya, dan juga baja tahan karat.
Dengan elektroda habis pakai, busur dipertahankan antara elektroda logam dan ‘Pekerjaan’. Baja dilas secara luas dengan proses busur terlindung C0 2 semi-otomatis. Dalam industri pesawat las busur Argon digunakan dalam skala besar meskipun merupakan pengelasan yang mahal. Sebelum digunakan argon harus dikeringkan dengan melewati kaustik atau gel silika.
Ini telah berhasil digunakan untuk mengelas baja tahan karat tipis, aluminium dan paduannya, tembaga dan paduannya, nikel dan paduannya, titanium, zirkonium, perak, dll. Proses busur tungsten berpelindung gas memungkinkan logam ini dan berbagai besi paduan yang akan dilas tanpa menggunakan fluks. Ini adalah keuntungan besar dalam semua pengelasan tersebut.
