Pengelasan pipa penting dalam industri. Metode utama digunakan dalam pengelasan pipa untuk gas, minyak, air, dll. Ada beberapa jenis sambungan pipa. Pipa dapat disambung dengan pengelasan posisi tetap atau pengelasan gulungan. Pengelasan pipa dalam posisi tetap dan panjang pipa yang akan dilas ditempatkan pada rol untuk memudahkan rotasi. Dalam pengelasan gulungan, pipa diputar saat pengelasan berlangsung.
Panjangnya kemudian disejajarkan dan ditahan oleh klem dan las paku (Tack weld) di empat tempat di sekeliling keliling—panjang sebanyak yang bisa ditangani dengan mudah. Pengelasan sambungan seluruhnya dilakukan dalam posisi datar—sehingga disebut pengelasan gulungan pada pipa yang lebih besar.
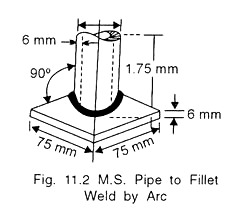
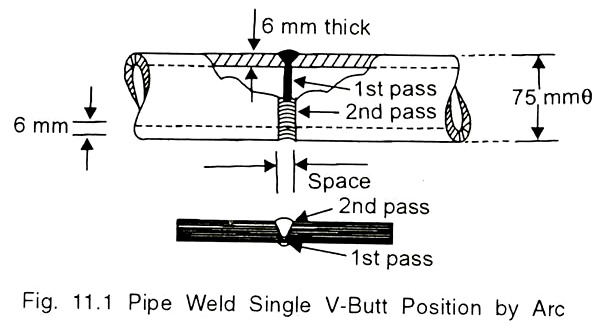
Pengelasan pipa pada sambungan posisi Butt akan digunakan pada saluran air, saluran gas, kilang minyak, dll. Dalam las Butt, diameter seragam diperoleh di sepanjang pipa, dan juga tulangan yang benar. Pipa biasanya disambung dengan butt weld dengan preparasi sambungan V tunggal.
Tujuan persiapan tepi adalah untuk memastikan tingkat penetrasi dan setiap pengelasan diperlukan untuk mendapatkan hasil las yang baik. Ujung-ujungnya miring sehingga meninggalkan permukaan akar dan celah akar. Ini dilakukan untuk mencegah dan membakar saat manik pertama diberikan. Kesenjangan antara tepi dibiarkan untuk penetrasi yang lebih baik.
Pengelasan dapat diselesaikan dengan teknik cover run, layer of run, hasil las tergantung pada pergerakan elektroda dan juga sudut elektroda.
Posisi sambungan pipa yang berbeda diberikan dengan sketsa [Gambar. 11.1; 11.2].