Setelah sambungan listrik dibuat dan elektroda yang dilapisi dipegang di dudukan elektroda, sistem siap untuk operasi pengelasan.
Satu-satunya penyesuaian yang diperlukan sebelum memulai busur adalah pengaturan tegangan rangkaian terbuka (OCV) dan arus pengelasan. Dalam trafo las biasanya dua pengaturan untuk OCV tersedia katakanlah 80V dan 100V. Dalam penyearah las atau generator las dc, OCV dapat divariasikan pada rentang langkah 3 hingga 6 volt yang tidak harus teratur.
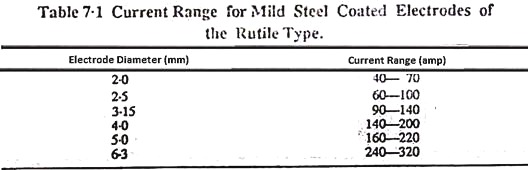
Pengaturan OCV untuk sumber daya dc biasanya 10 sampai 20% lebih rendah daripada trafo las dengan peringkat arus yang sama. OCV dipilih tergantung pada jenis lapisan elektroda yang digunakan. Pengaturan arus biasanya tersedia dalam langkah 5 hingga 10A dan perlu disesuaikan tergantung pada diameter kawat inti dari elektroda. Tabel 7.1 memberikan kisaran pengaturan arus untuk berbagai diameter elektroda berlapis yang digunakan untuk mengelas baja karbon rendah.
Setelah mengatur OCV dan arus pengelasan, satu-satunya hal yang tersisa adalah membuat ketentuan untuk melindungi mata sebelum memulai busur untuk memulai operasi pengelasan.
- Memukul Busur:
Untuk memulai busur, penting untuk mengionisasi ruang kecil di sekitar titik di mana pengelasan akan dimulai. Hal ini khususnya terjadi ketika benda kerja dan elektroda keduanya dingin.
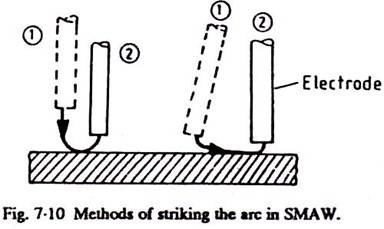
Dua metode biasanya digunakan untuk menyerang busur di SMAW. Ini dikenal sebagai metode ‘sentuh dan gambar’ dan metode ‘seret’. Pada metode touch and draw, elektroda dibuat menyentuh benda kerja pada titik yang diinginkan dan dengan cepat ditarik kembali melalui jarak 3 sampai 4 mm. Penundaan apa pun pada saat korsleting akan menyebabkan elektroda menyatu dengan benda kerja, dan ini sering terjadi pada peserta pelatihan baru. Mungkin tidak mungkin untuk mencapai busur pada percobaan pertama dan karenanya prosedur mungkin harus diulang dua, tiga kali atau lebih untuk memulai busur yang memuaskan.
Dalam kasus ‘seret’ metode inisiasi busur elektroda dibuat untuk bergesekan dengan pekerjaan di tempat yang diperlukan dan yang membantu dalam mengionisasi sejumlah kecil ruang di sekitar tempat dan juga beberapa uap logam dilepaskan. Kondisi ini membantu dalam menyerang busur secara normal dalam dua atau tiga upaya. Metode seret dapat mengacaukan titik inisiasi busur tetapi lebih mudah dan sering diadopsi oleh peserta pelatihan baru, sedangkan metode sentuh dan tarik memberikan awalan las yang bersih dan lebih disukai oleh operator yang berpengalaman. Kedua metode inisiasi busur ditunjukkan pada Gambar. 7.10.
Setelah memulai busur yang stabil, langkah selanjutnya untuk mencapai las yang baik dengan SMAW adalah mengontrol panjang busur. Untuk SMAW panjang busur 2 sampai 4 mm ditemukan memberikan hasil terbaik. Atau mungkin ditentukan oleh hubungan.
L = (0,5 -1,1) d ……………………. (7.1)
di mana L adalah panjang busur dan d diameter elektroda.
Pergerakan kecil tangan operator dan perubahan panjangnya tidak dapat dihindari di SMAW. Hal ini dapat menyebabkan perubahan laju leleh elektroda dan karenanya dapat mempengaruhi konsistensi manik las. Untuk mencegah fluktuasi seperti itu dalam laju leleh, sumber daya las yang paling cocok untuk tujuan tersebut adalah jenis arus konstan.
Setelah busur stabil terbentuk, ia tetap stabil sampai elektroda dikonsumsi atau pekerjaan selesai. Namun, terkadang busur dapat padam karena beberapa alasan lain, seperti gangguan pasokan listrik. Dalam kasus seperti itu busur harus diistirahatkan baik pada titik interupsi atau di tempat baru pada benda kerja.
- Membatasi Arc:
Membatasi busur dengan elektroda panas semi-konsumsi pada benda kerja panas relatif mudah karena emisi elektron difasilitasi oleh suhu tinggi elektroda/benda kerja. Sebelum restriking dicoba, bagaimanapun, penting untuk melepaskan terak secara menyeluruh dari manik las dekat kawah las dengan menggunakan palu chipping. Tempat itu kemudian harus dibersihkan dengan bantuan sikat kawat.
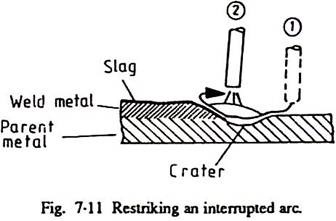
Pembatasan busur harus selalu dilakukan pada titik 15 sampai 25 mm di depan kawah jauh dari manik las. Setelah busur stabil terbentuk, ia bergerak menuju kawah las di mana ia ditahan sesaat untuk mengisi kawah dan kemudian dengan cepat bergerak ke jalur yang dimaksudkan untuk mencapai las, seperti yang ditunjukkan pada Gambar 7.11. Pembatasan busur di depan kawah dilakukan untuk menghindari terperangkapnya terak dalam logam las.
Sering diamati bahwa manik las menjadi lebar dan runcing pada titik penyalaan kembali, hal ini biasanya disebabkan oleh pengelasan kawah yang berlebihan. Hal ini harus dihindari, sejauh mungkin, karena hal ini tidak hanya sedap dipandang tetapi juga dapat menjadi sumber cacat las seperti slag entrapment, porositas dan retakan.
