Artikel ini menyoroti tiga penugasan bengkel teratas pada pengelasan fusi besi tuang. Penugasan bengkel tersebut adalah: 1. Fusion Welding Tembaga 2. Pematerian Tembaga 3. Pengelasan Aluminium.
Pengelasan Fusi Besi Cor: Penugasan Toko # 1. Pengelasan Fusi Tembaga:
Tembaga terdiri dari dua jenis:
(1) Tembaga ter keras, dan
(2) Tembaga teroksidasi.
Sulit untuk melakukan fusi las tembaga keras tetapi mematri dan menyolder dapat dilakukan dengan itu. Tetapi tembaga de-oksidasi akan digunakan untuk penyambungan. Silikon, Mangan, Kuningan, Fosfor, Aluminium dicampur dengan tembaga de-oksidasi pada saat pengelasan.
Tetapi tembaga ter keras sulit untuk dilas karena mengandung tembaga oksida. Lasan yang dilakukan pada Tough-pitch copper sering menunjukkan retakan di sepanjang tepi lasan jika ditekuk, menunjukkan bahwa lasan tidak baik karena adanya oksida, seringkali di sepanjang garis fusi.
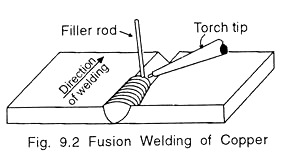
Untuk tembaga las fusi, teknik pengelasannya mirip dengan yang digunakan untuk baja ringan. Nyala api ‘Netral’ diperlukan untuk yang digunakan untuk baja ringan. Nyala api ‘Netral’ diperlukan tanpa menggunakan fluks apa pun. Karena konduktivitas tembaga yang tinggi, penting untuk memanaskan permukaan terlebih dahulu sehingga menghindari panas yang diambil dari lasan terlalu cepat.
Dalam membuat lasan, nozzle besar harus digunakan. Nyala api disesuaikan dengan ‘Netral’ atau sedikit karbonisasi. Terlalu banyak oksigen akan menyebabkan pembentukan oksida tembaga dan lasan akan rapuh. Di sisi lain, terlalu banyak asetilena akan menyebabkan terbentuknya uap dan menghasilkan las yang keropos.
Batang las harus dari jenis de-oksidasi beberapa batang paduan yang mengandung de-oksidator dan elemen lain seperti perak meningkatkan fluiditas logam las dan memberikan sambungan yang sangat baik.
Pengelasan dilakukan dengan cara ke kiri, dengan sedikit gerakan ke samping dari pipa tiup. Dalam pengelasan, tembaga harus dipanaskan sampai mulai mengalir, dan batang pengisi tembaga de-oksidasi kemudian harus dimasukkan ke dalam api dan dilebur.
Lasan harus diendapkan dengan kecepatan tinggi karena tembaga, tidak seperti baja, mengeras dengan sangat cepat—sehingga sulit mempertahankan genangan las.
Lasan dapat dibuat tanpa fluks, atau fluks dari jenis boraks yang digunakan. Fluks eksklusif yang mengandung bahan kimia tambahan sangat membantu operasi pengelasan.
Setelah dilakukan pengelasan, peening ringan (hammering) dilakukan pada saat las masih panas untuk meningkatkan kekuatan las.
Pelat tembaga harus direkatkan menjadi satu untuk membentuk sambungan tumpul Vee tunggal dengan jarak 1,5 mm di antara tepi yang berdekatan (Gbr. 9.2).
Pengelasan Fusion Besi Cor: Penugasan Toko # 2. Pematerian Tembaga:
Sambungan perunggu, tentu saja, jauh lebih kuat daripada sambungan tembaga. Tembaga pitch yang keras dapat dengan mudah dilas perunggu karena suhu proses yang lebih rendah daripada pengelasan fusi. Teknik pengelasan perunggu standar harus digunakan. Metode ini mirip dengan besi tuang.
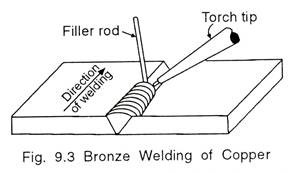
Perbedaan antara las perunggu dan sambungan braze adalah bahwa yang pertama memiliki tampilan bergelombang seperti biasa dari las oxy-acetylene, sedangkan yang kedua memiliki tampilan yang halus—karena area yang lebih luas di mana panas diterapkan. Blowpipe diatur ke ‘Slightly Oxidising’.
Strip tembaga miring harus disatukan untuk membentuk alur Vee tunggal dengan jarak 1,5 mm di antara tepi yang berdekatan. Paduan pengisi yang cocok digunakan dengan fluks dasar perunggu. Fluks dapat diaplikasikan dengan membuatnya menjadi pasta, atau dengan mencelupkan batang ke dalamnya dengan cara biasa; atau batang berlapis fluks dapat digunakan (Gbr. 9.3).
Pengelasan Fusion Cast-Iron: Penugasan Toko # 3. Pengelasan Aluminium:
Aluminium murni atau paduan. Dalam keadaan murni mengandung 99% aluminium, sisanya adalah besi dan kotoran lainnya. Pra-aluminium bersifat lunak, ulet dan mudah dibentuk dengan suhu leleh 650°- 660°C.
Ini terdiri dari dua jenis:
(1) Pemeran dan
(2) Digulung.
Oksida aluminium (alumina Al 2 0 3 ) selalu hadir sebagai film permukaan. Itu terbentuk ketika aluminium dipanaskan. Ini memiliki titik leleh yang sangat tinggi. Fluks yang baik diperlukan untuk melarutkan oksida ini dan mencegah pembentukannya. Fluks dapat diterapkan kering atau dalam bentuk pasta. Setelah pengelasan, fluks harus dihilangkan karena, dengan adanya uap air, dapat menimbulkan korosi pada logam itu sendiri.
Dalam pengelasan aluminium api ‘Netral’ harus digunakan. Selama pengelasan, aluminium dan paduan aluminium umumnya cenderung terdistorsi secara berlebihan karena koefisien muai yang tinggi.
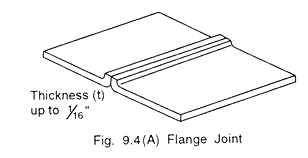
Distorsi ini dapat diminimalkan dengan menggunakan bentuk sambungan yang tepat. Lembaran yang tebalnya kurang dari 1,5 mm harus disambung dengan sayap [Gbr. 9.4(A)], Tepi persegi dapat digunakan, tetapi sangat sulit untuk dilas, karena dapat membakar bagian yang ringan [Gbr. 9.4(B)].
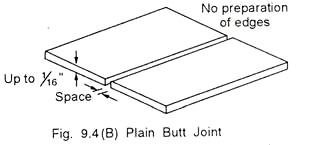
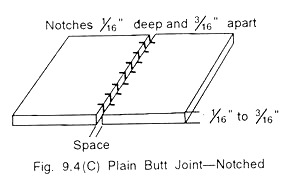
Untuk lembaran setebal 1,5-5 mm, tepi persegi dapat digunakan atau dilas dengan aman [Gbr. 9.4(C)].
Pelat setebal 5-11 mm harus miring dari satu sisi, dan pelat yang lebih berat harus miring dari kedua sisi [Gbr. 9.4(D)].
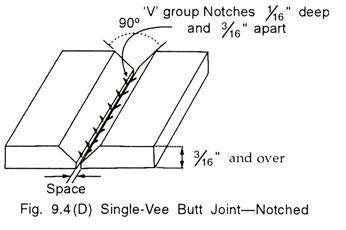
Untuk semua ketebalan hingga 1,5 mm, diinginkan untuk membuat lekukan tepi untuk memastikan penetrasi yang lebih baik, difusi panas pengelasan dan mengurangi distorsi. Selain sambungan Butt, sambungan Lap, Tee, Edge, dan Corner juga digunakan.
Batang pengisi, yang diberi fluks dengan benar, harus dipegang langsung di garis las. Untuk pengukur cahaya, ujung obor harus digerakkan ke depan dengan gerakan garis lurus; untuk bagian yang lebih berat, gerakannya harus melingkar. Setelah pengelasan, permukaan pelat harus dibersihkan dari residu fluks dengan mencucinya dengan air hangat [Gbr. 9.4(A), (B), (C), dan (D)].
