Artikel ini menyoroti empat peralatan utama yang diperlukan untuk Gas Tungsten Arc Welding (GTAW). Peralatan tersebut adalah: 1. Power Source 2. GTAW Torch 3. Wire Feed Mechanism 4. Material.
Peralatan # 1. Sumber Daya:
Sumber catu daya dc dan ac digunakan dengan karakteristik volt-ampere (VI) statis tipe drooping, yaitu tipe arus konstan . Pada sumber daya jenis ini perubahan arus dengan perubahan panjang busur adalah minimal. Dengan demikian, pergeseran kecil yang tidak disengaja pada tangan tukang las tidak akan berpengaruh pada kinerja proses. Oleh karena itu semakin curam kurva karakteristik VI semakin memuaskan sumber tenaganya dan terutama untuk GTAW manual.
Sumber daya dc las busur logam terlindung konvensional dapat digunakan untuk GTAW dengan peringkat yang sama tetapi sumber daya ac diturunkan biasanya hingga 25% untuk mengkompensasi perbaikan arus yang melekat dalam penggunaan sumber catu daya tersebut untuk GTAW. Sumber daya GTAW tipikal dapat beroperasi dengan rentang 3 hingga 200A atau 5 hingga 300A dengan rentang voltase 10 hingga 35 volt pada siklus kerja 60%.
Sumber daya GTAW yang lebih baru seringkali memiliki fitur lain yang tergabung di dalamnya yang mungkin mencakup kontrol loop tertutup, kemampuan program, kontrol arus jarak jauh, dan denyut arus. Sumber daya tipe arus konstan sejati dengan karakteristik volt-ampere vertikal juga tersedia. Fitur ini biasanya diperoleh dengan menggunakan kontrol thyristor dari trafo atau reaktor keluaran.
Pada sumber listrik jenis ini arus las tidak dipengaruhi oleh perubahan panjang busur yaitu tegangan busur. Dengan demikian, itu membuat kontrol panjang busur menjadi parameter yang kurang kritis. Namun, sumber daya yang paling banyak digunakan untuk GTAW adalah unit transformator sekaligus penyearah dengan sirkuit aliran air bawaan dan pengatur waktu gas yang dihidupkan dan dimatikan dengan sakelar kontrol yang terletak di obor GTAW.
Perlengkapan #2. Obor GTAW:
Busur obor GTAW dirancang untuk operasi manual atau otomatis. Obor yang digunakan untuk pengelasan manual dilengkapi dengan pegangan sedangkan obor untuk operasi otomatis tanpa pegangan.
Ada dua tipe dasar obor GTAW, berpendingin udara dan berpendingin air. Obor berpendingin udara digunakan dengan arus hingga 150A sedangkan obor berpendingin air digunakan dengan arus hingga 1000A. Obor berpendingin air tersedia untuk arus yang berbeda dalam langkah 50A, misalnya, 200A 250A, 300A, dll.
Obor GTAW dinilai oleh daya dukung saat ini biasanya pada siklus tugas 100%. Aliran air dalam obor berpendingin air dikendalikan oleh katup solenoida yang disediakan di mesin las. Kabel daya dalam obor berpendingin air tertutup di selang kembali atau keluar untuk air pendingin. Ini membantu menjaga kabel tetap dingin dan dengan demikian kabel berukuran lebih kecil dapat digunakan. Obor las manual berpendingin air dengan sambungan kabel seperti itu ditunjukkan pada Gambar 9.1.
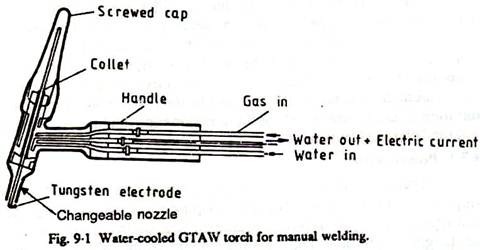
Collet digunakan untuk menahan elektroda dalam obor GTAW; ukuran collet bervariasi sesuai dengan ukuran elektroda untuk memastikan kontak yang tepat dan memadai untuk menjepit elektroda tungsten. Nosel gas obor GTAW adalah bagian terlemahnya dan diikat ke badan obor dengan sambungan berulir.
Nosel ini umumnya terbuat dari bahan keramik, namun untuk obor dengan arus rendah, nosel logam juga dapat digunakan. Nozel keramik rapuh dan mudah pecah oleh panas busur yang intens. Mereka mungkin tidak hancur sepenuhnya sekaligus dan malah retak dan terlepas menjadi pecahan kecil. Hal ini menyebabkan selubung gas yang tidak simetris dan terkadang tidak memadai yang dapat menyebabkan kualitas las yang buruk.
Nosel gas yang dirancang khusus juga tersedia yang mengurangi turbulensi gas seminimal mungkin. Dengan obor seperti itu, jarak nosel ke pelat hingga 25 mm dapat dipertahankan. Ini memberikan kemudahan pengamatan dan memudahkan tukang las untuk mencapai tempat-tempat yang sulit seperti sudut dalam. Nosel khusus juga tersedia yang menyediakan pelindung gas tambahan untuk mengelas titanium dan logam lain yang mudah teroksidasi.
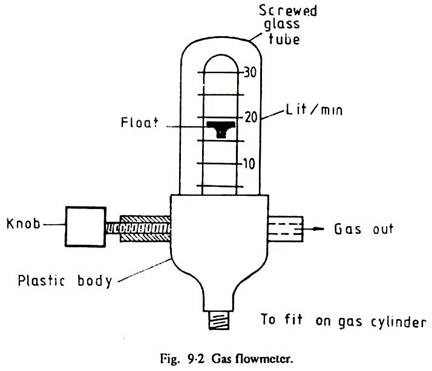
Untuk memantau gas pelindung di GTAW, digunakan regulator standar satu tahap dengan flow-meter. Pengukur aliran dapat berupa tipe dial melingkar dengan indikator jarum atau tipe tabung gelas dengan pelampung seperti ditunjukkan pada Gambar 9.2. Laju aliran gas biasanya ditandai dalam liter per menit dan kaki kubik per jam. Kisarannya dapat bervariasi antara 0 hingga 50 liter per menit.
Peralatan # 3. Mekanisme Umpan Kawat:
Mekanisme wire feed untuk GTAW terdiri dari tiga komponen yaitu; mekanisme penggerak kabel, kontrol kecepatan, dan sambungan pemandu kabel.
Mekanisme penggerak terdiri dari motor roda gigi untuk menggerakkan gulungan beralur untuk mendorong kawat. Mekanisme kontrol kecepatan pada dasarnya adalah pengatur kecepatan konstan dan kawat biasanya dipandu dari roller ke lampiran pemandu melalui saluran fleksibel. Pemandu kawat yang dapat disesuaikan dipasang pada kepala las untuk menjaga posisi dan sudut pendekatan yang benar sehubungan dengan elektroda tungsten, permukaan kerja, dan lapisan sambungan. Untuk pekerjaan tugas berat, pemandu kawat sering kali didinginkan dengan air. Kabel pengisi yang digunakan dalam GTAW berkisar antara 0,8 dan 2,4 mm.
Perlengkapan #4. Bahan:
Bahan yang digunakan dalam GTAW meliputi logam pengisi, elektroda tungsten, dan gas pelindung. Logam pengisi tidak digunakan dalam beberapa kasus untuk pengelasan lembaran logam, namun paling sering diperlukan untuk digunakan. Komposisi kawat pengisi tergantung pada komposisi material yang akan dilas; dan diameter kawat pengisi tergantung pada ketebalan logam dasar. Logam pengisi biasanya ditambahkan secara manual ke kolam las, namun pengumpanan otomatis juga terkadang diadopsi.
Tungsten dengan titik leleh 3410°C digunakan sebagai bahan elektroda untuk GTAW dan memberikan sifat yang diinginkan yaitu titik leleh tinggi, hambatan listrik rendah, konduktivitas panas yang baik dan memiliki kemampuan memancarkan elektron dengan mudah.
Elektroda ini diklasifikasikan menjadi 4 jenis seperti yang tercantum dalam tabel 9.1.:
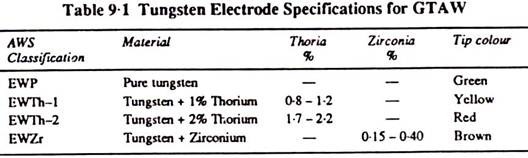
Diameter elektroda ini berkisar antara 0-5 dan 64 mm dan panjangnya bervariasi dari 75 hingga 610 mm.
Elektroda tungsten murni (99-5% murni) lebih murah dan digunakan secara umum pada pekerjaan yang kurang kritis daripada elektroda tungsten thoriated dan zirconated. Elektroda tungsten murni memiliki daya dukung arus yang lebih rendah dengan ac dan lebih rentan terhadap kontaminasi.
Dibandingkan dengan elektroda tungsten murni, elektroda tungsten thoriated memiliki daya dukung arus yang lebih tinggi, emisivitas elektron yang lebih baik, masa pakai yang lebih lama, dan ketahanan yang lebih besar terhadap kontaminasi. Inisiasi busur yang mudah dan stabilitas busur yang lebih baik juga terkait dengan elektroda ini.
Elektroda zirkonasi memiliki sifat yang umumnya berada di antara tungsten murni dan thoriated. Namun, elektroda ini sering menunjukkan kinerja yang lebih baik dengan las ac dengan menggabungkan inisiasi busur yang mudah dari elektroda tungsten thoriated dan stabilitas busur yang diinginkan dari elektroda tungsten murni.
Ukuran elektroda dipilih berdasarkan jenis dan besarnya arus serta bahan dan jenis pekerjaan. Tabel 9.2 memberikan rentang arus tipikal untuk berbagai jenis elektroda tungsten.
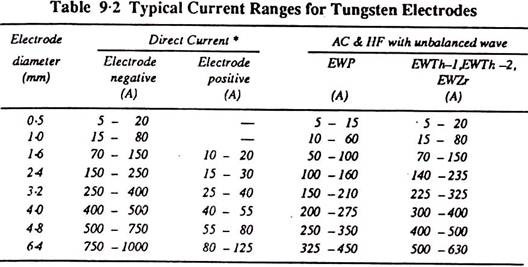
Terlalu banyak arus atau diameter elektroda yang terlalu kecil akan menyebabkan erosi tungsten yang berlebihan dan dapat menyebabkan inklusi tungsten dalam logam las. Jika arus terlalu rendah atau diameter elektroda tungsten terlalu besar, busur akan mengembara tidak menentu di ujung elektroda.
Untuk keempat jenis elektroda yang tercantum dalam tabel 9.1.
Kondisi ini dapat diperbaiki dengan menggiling elektroda hingga ujungnya meruncing. Secara umum ukuran elektroda harus dipilih sedemikian rupa untuk bekerja mendekati kapasitas pembawa arus maksimumnya.
- Gas Pelindung:
Biasanya gas inert seperti argon atau helium digunakan sebagai gas pelindung untuk GTAW. Dari antara gas aktif hanya hidrogen dan nitrogen yang digunakan untuk aplikasi terbatas dan juga dengan mencampurkannya dengan helium atau argon. Pada umumnya pemilihan gas didasarkan pada logam yang akan dilas.
- Baja Ringan:
GTAW digunakan untuk las berkualitas tinggi pada baja ringan dengan ketebalan hingga 3 mm dan untuk itu argon umumnya digunakan sebagai gas pelindung. Untuk bagian yang lebih tebal campuran Ar atau Ar-He ditemukan memuaskan. Untuk GTAW pipa, Ar direkomendasikan untuk shielding dan purging.
- Stainless Steel dan Paduan Suhu Tinggi:
Untuk baja tahan karat dan paduan suhu tinggi argon digunakan untuk GTAW manual sementara hidrogen hingga 25% ditambahkan ke argon atau helium untuk pengelasan mekanis paduan ini. Hidrogen meningkatkan tegangan busur dan membuat busur menjadi lebih panas. Tegangan yang lebih tinggi ditemukan diinginkan untuk mengelas bagian yang lebih tebal dan bahan dengan konduktivitas termal yang lebih tinggi. Namun, penambahan hidrogen ke gas pelindung ditemukan merusak kualitas las dalam paduan dasar aluminium, tembaga, dan magnesium.
Campuran Argon, Ar-Hc, campuran Ar-H 2 atau helium dapat digunakan secara memuaskan dalam banyak aplikasi produksi yang ditemui dalam pembuatan mesin jet dan peralatan penanganan makanan dan bahan kimia. Campuran helium atau Ar-H 2 juga ditemukan cocok untuk pengelasan kontinyu tabung dan bagian struktur dimana kecepatan pengelasan dan kontur sangat penting.
- Aluminium:
Argon umumnya digunakan untuk mengelas aluminium, namun campuran Ar-He digunakan ketika geometri bead perlu dikontrol pada arus pengelasan yang tinggi. Untuk GTAW manual aluminium, pelindung argon dengan stabilisasi AC dan HF ditemukan lebih unggul daripada penggunaan pelindung helium dengan DC Argon memberikan inisiasi busur api yang mudah, tindakan pembersihan yang lebih baik, dan kualitas las yang unggul dalam pengelasan produksi daripada helium.
Untuk beberapa aplikasi penambahan «jika oksigen sampai 1% cenderung membantu mengeraskan busur dan digunakan dengan pengelasan DCEN dari aluminium.
- Magnesium:
Pelindung argon lebih disukai untuk pengelasan busur gas tung sten ACHF manual karena memberikan tindakan pembersihan yang sangat baik dan kemudahan manipulasi kolam las. Namun, pada arus rendah helium dapat digunakan untuk melindungi dengan DCEP untuk mengelas material hingga setebal 1,5 mm.
- Tembaga dan Nikel:
Argon ditemukan cocok untuk GTAW manual dari bagian tipis paduan tembaga, nikel, dan Cu-Ni. Helium direkomendasikan untuk bagian yang lebih berat karena tegangan busur yang lebih tinggi memberikan busur yang lebih panas untuk mengelas titik leleh tinggi dan logam konektivitas tinggi ini.
Nitrogen kadang-kadang digunakan untuk mengelas tembaga karena memberikan busur suhu ekstra tinggi yang berguna untuk mengatasi konduktivitas termal yang tinggi saat mengelas dengan perisai nitrogen.
- Titanium:
Argon digunakan untuk GTAW manual titanium hingga ketebalan bagian 3 mm. Namun, helium ditemukan lebih cocok untuk penetrasi lebih dalam di bagian yang lebih tebal. Laju aliran gas rendah 7 lit/min ditemukan cukup untuk argon sementara laju aliran yang sesuai untuk helium adalah 19 lit/min. Laju aliran gas yang tinggi dapat menyebabkan turbulensi dan dengan demikian mengkontaminasi las. Strip pendukung tembaga dan klem penahan sangat penting bersama dengan pelindung gas yang baik untuk meminimalkan kerapuhan pada las titanium.
Pelindung gas trailing untuk memberikan perlindungan tambahan pada logam las pendinginan panas diperlukan untuk las berkualitas baik terutama ketika pengelasan mekanis dengan kecepatan pengelasan yang lebih tinggi digunakan. Laju aliran gas di obor GTAW untuk pelindung biasa dan pelindung belakang harus dikontrol secara terpisah.
