Setelah membaca artikel ini Anda akan belajar tentang klasifikasi dan pengkodean elektroda.
Klasifikasi dan Pengkodean Elektroda Tertutup (Berlapis Berat):
Elektroda untuk Baja Struktural Karbon dan Karbon-Mangan (IS 814: 1991):
Dasar Pengkodean:
(i) Surat awalan,
(ii) Surat untuk menunjukkan jenis pertanggungan.
(iii) Nomor kode empat digit,
(iv) Dalam beberapa kasus sufiks, yang terdiri dari satu huruf atau lebih, untuk menunjukkan ciri-ciri khusus.
(i) Surat Awalan:
E digunakan sebagai huruf awalan untuk menunjukkan elektroda tertutup untuk las busur logam berpelindung yang dibuat dengan proses ekstrusi.
(ii) Huruf(-huruf) untuk Menunjukkan Jenis Pertanggungan:
Jenis penutup harus ditunjukkan dengan huruf-huruf berikut:
A – Penutup Asam
B – Penutup Dasar
C – Penutup Selulosa
R – Penutup Rutil
RR – Rutile Covering-dilapisi berat
S – Jenis lain yang tidak disebutkan di atas
(iii) Nomor Kode:
Dua digit pertama memberikan sifat mekanik deposit logam las dan dua digit terakhir memberikan karakteristik kinerja penutup.
(A) Sifat Mekanis Endapan Logam Las :
Angka pertama—menunjukkan kekuatan tarik ultimat dalam kombinasi dengan kekuatan luluh logam las yang diendapkan.
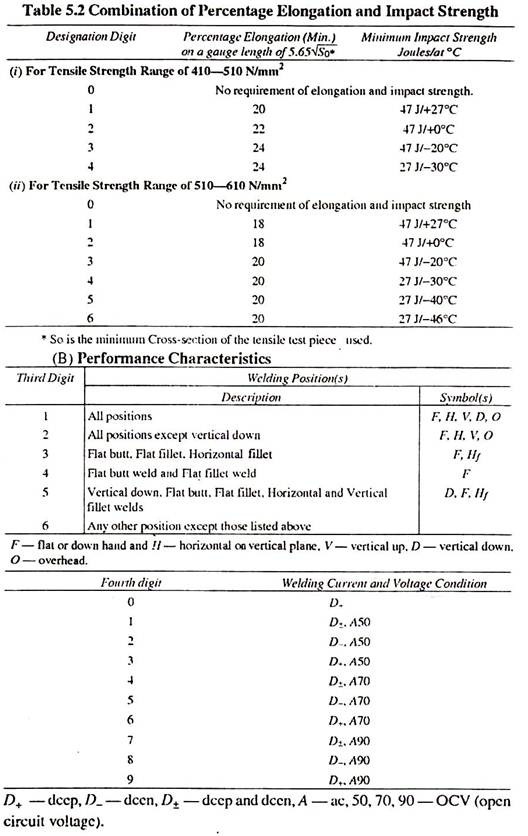
Digit kedua—menunjukkan persentase elongasi yang dikombinasikan dengan nilai impak logam las yang diendapkan.
(B) Karakteristik Kinerja:
Digit ketiga—Posisi pengelasan di mana elektroda dapat digunakan.
Digit keempat—Kondisi arus dan tegangan di mana elektroda akan digunakan.
(iv) Surat Akhiran:
H 1 — elektroda yang dikontrol hidrogen dengan hidrogen yang dapat menyebar hingga 15 M1/100 g logam las yang diendapkan,
H 2 — elektroda yang dikontrol hidrogen dengan hidrogen yang dapat menyebar hingga 10 M1/100 g logam las yang diendapkan,
H 3 — elektroda yang dikontrol hidrogen dengan hidrogen yang dapat menyebar hingga 5nil/100 g logam las yang diendapkan,
J — penutup serbuk besi memberikan pemulihan logam 110—129%,
K — penutup serbuk besi memberikan pemulihan logam 130—149%,
L – penutup serbuk besi memberikan pemulihan logam 150% ke atas.
X – lasan kualitas radiografi.
Uraian rinci dari setiap digit berikut:
(A) Sifat Mekanis Logam Las yang Disimpan:
Digit Pertama:
Dua rentang kekuatan tarik yaitu, 410—510 N/mm 2 dan 510—610 N/mm 2 dengan kekuatan luluh yang sesuai 330 N/mm 2 dan 360 N/mm harus ditunjukkan dengan digit pertama menjadi 4 dan 5 masing-masing.
Angka Kedua:
Kombinasi persentase elongasi dan sifat impak dari semua deposit logam las untuk dua rentang tarik harus seperti yang diberikan pada Tabel 5.2.
Contoh 1:
Jelaskan pengertian, sesuai BIS, dari karbon dan mobil bon-mangan baja struktur las busur kode ER 4317 H 1 JX.
Larutan:
E — Kawat inti untuk elektroda diproduksi dengan proses ekstrusi dan cocok untuk SMAW yaitu pengelasan busur logam manual,
R – penutup elektroda mengandung sejumlah besar rutil atau komponen yang berasal dari titanium dioksida,
4 — kisaran kekuatan tarik logam las yang diendapkan adalah 410- 510 N/mm 2 dengan kekuatan luluh minimum 330 N/mm 2 ,
3 — persentase elongasi minimum dalam uji tarik logam las yang diendapkan harus 24% pada panjang gauge 5,65 √s dan kekuatan impak minimum logam las yang diendapkan adalah 47 J pada suhu – 20°C,
1 – elektroda cocok untuk digunakan di semua posisi pengelasan yaitu, F, V, D, O,
7 — kondisi arus pengelasan adalah D ± , A 90i.e. jika digunakan dengan arus searah maka polaritas apa pun dapat digunakan dan jika digunakan untuk digunakan dengan ac, OCV minimum harus 90 volt,
H 1 – ini adalah elektroda yang dikontrol hidrogen dengan hidrogen yang dapat menyebar hingga 15 ml/100 g logam las yang diendapkan,
J — penutup mengandung serbuk besi untuk memberikan tingkat pemulihan logam 110—129%,
X – logam las yang diendapkan akan memiliki kualitas radiografi.
Klasifikasi dan Pengodean Elektroda untuk SMAW/MMAW Baja Paduan Rendah dan Sedang:
Standar ini berkaitan dengan spesifikasi elektroda berlapis/tertutup untuk las busur logam berpelindung (SMAW) atau las busur logam manual (MMAW) dari berbagai variasi yang mencakup C-Mo, Cr-Mo, Ni. Mn-Mo dan baja paduan lainnya dengan komposisi kimia dari semua logam las seperti yang diberikan pada Tabel 5.2 (A).
Dalam standar ini karakteristik elektroda ditunjukkan dengan kombinasi huruf dan angka yang agak rumit dan terdiri dari tujuh bagian seperti yang dijelaskan di bawah ini:
Bagian satu:
Awalan huruf E menunjukkan kesesuaian elektroda |01 SMAW/MMAW.
Bagian kedua:
Sifat tarik minimum dari logam las ditunjukkan oleh dua digit sebagai berikut:

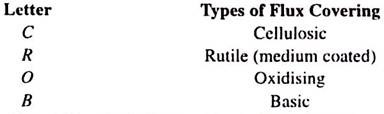
Bagian Ketiga (Jenis Penutup Fluks):
Jenis penutup fluks ditunjukkan dengan simbol huruf sebagai berikut:
Bagian Keempat (Komposisi Kimia):
Elektroda dibagi menjadi enam kelompok A, B, C, D, G dan M diikuti dengan digit dan/atau digit dan huruf L (dalam hal di mana endapan karbon rendah diperlukan) untuk menunjukkan kelompok komposisi kimia dan sub- kelompok seperti yang ditunjukkan pada Tabel 5.2 (A).
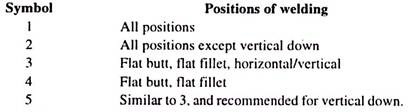
Bagian Kelima (Posisi Pengelasan):
Bagian kelima dari sistem klasifikasi ini terdiri dari kode satu digit yang menunjukkan berbagai posisi pengelasan di mana elektroda dapat digunakan.
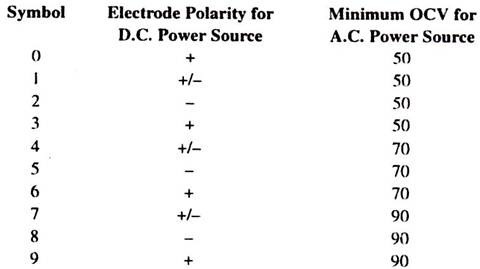
Bagian Keenam (Karakteristik Arus dan Tegangan):
Bagian keenam adalah simbol karakteristik pengelasan elektroda. Dengan demikian, arus las dan tegangan rangkaian terbuka (OCV) dilambangkan dengan angka seperti yang diberikan di bawah ini sesuai dengan karakteristik sumber daya las (PS) yang diperlukan untuk memastikan kondisi kerja bebas dari ketidakstabilan atau interupsi busur api.
Catatan:
Polaritas elektroda yang diberikan di atas untuk dc dibalik dan elektroda digunakan secara eksklusif pada dc
OCV yang diperlukan untuk inisiasi dan pemeliharaan busur ketika elektroda digunakan pada dc tergantung pada karakteristik dinamis dari sumber daya las. Akibatnya tidak ada indikasi OCV minimum untuk sumber daya dc yang dapat diberikan.
Frekuensi ac diasumsikan 50 atau 60 Hz (Hertz).
OCV yang diperlukan untuk memukul busur bervariasi sesuai dengan diameter elektroda yang digunakan. Diameter referensi diperlukan untuk standardisasi. Kondisi arus yang diberikan di atas berlaku untuk diameter elektroda lebih besar dari atau sama dengan 2,5 mm.
Bagian Ketujuh (Tingkat Pemulihan Logam):
Akhiran berikut digunakan untuk menunjukkan penggunaan serbuk besi pada lapisan/penutup dan tingkat pemulihan logam dengan mengacu pada berat kawat inti:
Fe — Serbuk besi di dalam penutup/pelapis untuk memberikan pemulihan logam minimal 110%.
J — Serbuk besi di dalam penutup/pelapis memberikan pemulihan logam sebesar 110 hingga 130%.
K — Serbuk besi di dalam penutup/pelapis untuk memberikan pemulihan logam sebesar 130 sampai 150%.
L – Serbuk besi di penutup untuk memberikan pemulihan logam lebih dari 150%.
Contoh 2:
Jelaskan arti E55RB2L23Fe sesuai spesifikasi BIS untuk Elektroda Tertutup Baja Paduan Rendah dan Menengah untuk SMAW.
Solusi :
E — Elektroda cocok untuk SMAW/MMAW
55 — Kekuatan tarik minimum 550 MPa
R – elektroda berlapis medium Rutile
B2L – Kimia logam las seperti yang diberikan pada Tabel 5.2 (A), yaitu
C = 0,05%. Mn = 0,35% (min.), P = 0,30%, S = 0,030%,
Si = 0,45%, Cr = 1,00- 1,50%, Mo = 0,40 – 0,65%
2 — Semua posisi pengelasan kecuali vertikal ke bawah
3 — Kondisi arus yang dibutuhkan adalah dcep atau ac dengan OCV 50 volt.
Fe — Covering/coating mengandung serbuk besi sehingga memberikan tingkat pemulihan logam minimal 110%.
