Artikel ini menyoroti lima metode teratas yang digunakan untuk menyambung logam. Metode tersebut adalah : 1. Solder 2. Brazing 3. Brazing Flux 4. Riveting 5. Welding.
Menggabungkan Logam: Metode # 1. Menyolder:
Ada berbagai metode umum untuk menyatukan bagian-bagian yang digunakan dalam pekerjaan Teknik. Penyolderan adalah salah satu teknik dari metode penyambungan, tetapi bagian-bagiannya lebih tipis.
A. Apa itu Solder?
Solder adalah Paduan Timah dan Timbal, terkadang Antimon dan Bismut juga ditambahkan.
B. Jenis Solder:
Ada tiga jenis Solder:
- Solder Lunak;
- Solder Keras;
- Mematri.
C. Apa itu Soft Solder?
- Solder Lunak:
Soft Soldering adalah proses penyambungan dua atau lebih bagian tipis yang serupa atau berbeda dengan paduan yang disebut ‘Solder’, yang memiliki titik leleh lebih rendah daripada logam dasar. Suhu yang dibutuhkan kira-kira. 300°C hingga 350°C untuk Soft Soldering.
- Solder Keras:
Dalam proses ini diperlukan tambahan panas eksternal yang berasal dari Blow-Lamp atau nyala api Oxy-acetylene untuk melelehkan solder. Umumnya digunakan untuk sambungan kabel bawah tanah Telepon, Listrik, dll.
- Mematri:
Mematri adalah sejenis Solder Keras. Dalam proses ini, panas diterapkan dari nyala Oxy-acetylene. Tetapi dalam Soft Soldering tidak diperlukan panas tambahan.
D. Jenis Solder Lunak dan Komposisinya :
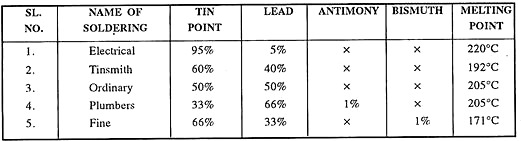
E. Proses Peralatan dan Penyambungan Soft Soldering:
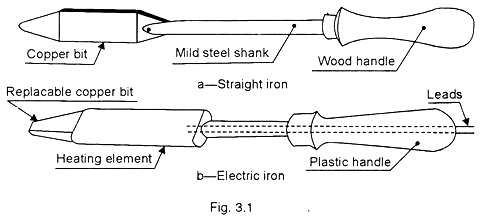
Peralatan yang diperlukan untuk Solder adalah:
saya. Besi Solder
- Tungku Perapian Terbuka
aku aku aku. Besi Solder Listrik
- Larutan Seng Klorida atau Asam, Ampelas Kertas, dll.
F. Cara Join dengan Solder :
Satu hal yang harus diingat—hanya bagian yang lebih tipis yang dapat disolder dengan proses ini. Lembaran tipis, seperti lembaran Galvanis, dapat digabungkan ke proses Mekanik lainnya dengan Memukau dan Menyolder ke Solder Lunak. Sebelum Solder, bagian-bagian harus dibersihkan dengan ACID (larutan Seng Klorida) atau fluks cair untuk menghilangkan debu, minyak dan lemak, dan logam asing lainnya.
Soft Soldering Iron dipanaskan oleh tungku perapian terbuka atau secara elektrik. Bagian yang lebih tipis dari Timah, Tembaga, Kuningan, Aluminium, dll. Dan bagian elektronik seperti Televisi dan barang elektronik dapat diperbaiki dengan proses ini.
Berikut adalah beberapa pertanyaan untuk Anda:
- Apa itu Solder? Mengklasifikasikan jenis Soft Soldering.
- Apa komposisi utama Solder?
3 mengapa fluks atau asam digunakan sebelum Solder?
- Bagian elektronik dari Televisi telah terputus di bagian dalam, kawat. Bagaimana dan tindakan apa yang akan Anda ambil untuk memperbaiki hal yang sama? Sebutkan jenis Solder yang diperlukan untuk menyambungkan bagian-bagian TV dan Mug atau Ember yang terbuat dari Timah.
Menggabungkan Logam: Metode # 2. Mematri:
Mematri dapat didefinisikan sebagai “Solder Keras”. Brazing adalah metode penyambungan logam dengan menggunakan paduan yang dapat melebur yang sebagian besar terdiri dari Kuningan, dan meleleh pada suhu di atas 600°C. Mematri menghasilkan sambungan yang jauh lebih kuat daripada penyolderan lunak tetapi membutuhkan panas yang lebih besar dari nyala Oxy-acetylene. Tetapi harus diingat bahwa ini adalah sambungan sementara. Itu dapat dengan mudah dipisahkan setelah memanaskan logam perunggu yang dilas.
Dalam proses ini, logam pengisi non-ferro atau paduan digunakan yang titik leburnya lebih tinggi—sekitar 1.000°F (540°C)—namun lebih rendah dari logam yang dilas. Batang pengisi Perunggu atau Kuningan harus dilapisi dengan fluks zat deoksidasi. Operasi ini disebut “fluxing the rod”.
Selain itu, operasi Tinning sangat penting dalam pengelasan Perunggu atau Brazing. Dengan menggerakkan nyala api di sekitar titik awal lasan, logam dasar secara bertahap menjadi merah membara. Tinning adalah operasi di mana penyatuan molekuler antara logam pengisi Perunggu dan logam dasar tercapai. Kekuatan las terutama tergantung pada persatuan molekuler.
Brazing yang umum digunakan dalam industri modern adalah:
(1) Pematerian Obor;
(2) Pematerian Perapian;
(3) Pematerian Tungku;
(4) Perlawanan Mematri;
(5) Pematerian Induksi;
(6) Dip Brazing;
(7) Pematerian mandi garam; dan
(8) Mematri Busur-Karbon-Kembar.
Penyambungan Logam: Metode # 3. Fluks Mematri:
Fluks adalah senyawa kimia atau campuran zat deoksidasi yang digunakan sebagai bubuk, pasta, cair, butiran, dan gas. Fluks yang digunakan dalam operasi Brazing sepenuhnya bergantung pada jenis operasi dan paduan Brazing yang digunakan.
Ketika logam dipanaskan dalam kontak dengan udara, oksigen dari oksida menyebabkan lasan kekuatan rendah berkualitas buruk, atau, dalam beberapa kasus, bahkan membuat pengelasan tidak mungkin dilakukan. Untuk alasan ini umumnya diinginkan untuk menambahkan fluks ke daerah las-ini menjadi zat yang mampu melarutkan oksida.
Penting untuk diketahui bahwa “Nilai baja ringan biasa memberikan pengecualian terhadap aturan tersebut, karena dapat berhasil dilas tanpa menggunakan fluks. Alasannya adalah baja ringan mengandung lebih banyak silikon dan mangan yang bertindak sebagai agen deoksidasi dan fluks.”
Tidak ada fluks tunggal yang cocok untuk semua logam. Jadi perlu untuk memilih fluks yang dikembangkan khusus untuk logam tertentu yang akan dilas. Untuk bahan besi, boraks, natrium karbonat, natrium bikarbonat, dan natrium silikat telah ditemukan memberikan hasil yang sangat baik, bersama dengan sedikit tambahan zat deoksidasi yang kuat.
Boraks membentuk senyawa dengan oksida besi sedangkan karbonat adalah pembersih dan meningkatkan fluiditas.
Untuk paduan tembaga dan tembaga, campuran natrium dan kalium borat, karbonat, klorida, sulfat, dan asam borat telah ditemukan cocok untuk menghilangkan kupro oksida, sehingga mencegah las yang tidak aman secara mekanis. Fluks untuk aluminium terdiri dari fluorida alkali, klorida, dan bi-sulfat.
Untuk paduan magnesium, komposisi fluksnya mirip dengan yang digunakan untuk aluminium dan paduannya. Semua fluks aktif secara kimiawi dan sangat korosif. Oleh karena itu, penting untuk menghilangkan semua jejak fluks dari hasil las. Residu fluks dapat dihilangkan dengan memulihkan lasan berulang kali dengan air panas, uap atau dengan menggunakan rendaman petik.
Tujuan Fluks:
Pertama, Flux melayani beberapa tujuan. Fluks bertindak sebagai isolator yang baik dan memusatkan panas di zona pengelasan yang relatif kecil sehingga meningkatkan fusi batang las dan logam induk yang meleleh.
Kedua, bagian cair dari fluks mengapung sebagai selimut cair di atas kolam cair elektroda dan logam induk, melindunginya dari atmosfer dan mengurangi pengambilan Oksigen dan Nitrogen seminimal mungkin.
Ketiga, fluks bertindak sebagai pembersih logam las, menyerap kotoran dan menambahkan elemen paduan seperti mangan dan silikon. Akibatnya, logam las bersih dan memiliki sifat fisik yang sangat baik.
Pada dasarnya ada tiga jenis fluks yang digunakan untuk tiga dari lima jenis paduan Brazing:
Tiga Jenis Fluks:
(a) Fluks Boraks:
Fluks boraks digunakan dengan paduan pemateri seng tembaga. Ini memiliki titik leleh sekitar 750°C. Jenis Boraks yang tepat untuk digunakan adalah boraks leburan —Boraks kaca—yang, dalam beberapa kasus, dapat ditambahkan borat.
Boraks biasa, yang mengandung sekitar 50% berat air kristalisasi, tidak boleh digunakan, karena ketika bubuk dipanaskan akan membengkak secara signifikan dan dapat tertiup angin dari sambungan dengan kekuatan api yang digunakan untuk pengelasan.
(b) Fluorida:
Jenis fluks ini digunakan dengan paduan solder perak. Titik leburnya bervariasi dari 600°C hingga 750°C. Itu dapat dibuat di toko Brazing tetapi umumnya disarankan untuk membeli fluks yang direkomendasikan dari pembuat satu atau beberapa paduan solder perak berpemilik.
(c) Campuran Halida:
Jenis fluks ini digunakan untuk Pematerian paduan aluminium. Ini digunakan untuk Mematri untuk beberapa fungsi; yang terpenting adalah melindungi permukaan benda kerja dari oksidasi selama pemanasan. Kedua, untuk melarutkan oksida logam yang mungkin sudah ada atau mungkin terbentuk selama operasi Brazing.
Fluks juga harus berfungsi untuk mengurangi tegangan permukaan paduan mematri cair dalam kaitannya dengan logam yang diperlukan untuk mengalir, memungkinkan logam cair membasahi permukaan yang akan disambung.
Jadi, dengan menggunakan fluks, pengelasan dibuat semudah dan sebebas mungkin dari kesulitan. Fluks adalah senyawa kimia yang digunakan untuk mencegah oksidasi dan reaksi kimia yang tidak diinginkan lainnya. Mereka membantu membuat proses pengelasan lebih mudah dan memastikan pengelasan yang baik dan sehat.
Bergabung dengan Logam: Metode # 4. Memukau:
Paku keling digunakan saat diperlukan untuk menghubungkan secara permanen dua atau lebih bagian logam berat. Lembar pengukur cahaya juga bisa digabungkan dengan Riveting. Hal ini diperlukan khususnya pada bagian-bagian yang berat seperti, Jembatan, Gerobak, Tanker, Boiler, dll. Pada teknik paku keling biasanya terbuat dari besi tempa atau baja ringan.
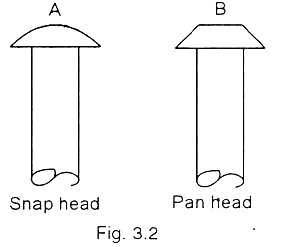
Paku keling pada dasarnya terdiri dari tiga bagian—Kepala, dua jenis Paku Keling:
(1) Snap kepala keling; dan
(2) Paku keling kepala panci.
Proses Memukau:
Ada empat proses memukau: memukau;
(1) memukau tunggal;
(2) Ganda
(3) Rantai memukau; dan
(4) Zig-Zag memukau.
Lubang-lubang di pelat dilubangi (lembar pengukur cahaya) atau dibor (di bagian yang berat). Punching cenderung merusak pelat, terutama jika terbuat dari besi tempa yang keras. Pada pekerjaan terbaik, pelat ‘ditempelkan’ atau dijepit bersama dengan beberapa baut di sana-sini di sepanjang sambungan.
Jadi lubang yang tersisa dapat dibor melalui kedua pelat tanpa bahaya masalah yang timbul melalui lubang yang tidak sejajar. Burr biasanya tertinggal setelah setiap operasi pengeboran karena sambungan terpaku dapat membantu geser.
Setelah memukau, saat mereka dingin, paku keling cenderung menarik pelat lebih dekat. Mereka tidak dapat dilepas tanpa memotong kepala.
Penyambungan Logam: Metode #5. Pengelasan:
Pengelasan merupakan sambungan permanen. Pengelasan terlihat di mana-mana—Tidak ada pengelasan, Tidak ada industri. Ini adalah seni industri menggabungkan logam dengan tekanan setelah dipanaskan ke keadaan plastis atau bergabung dengan dua potong logam dengan fusi atau dengan tekanan untuk membentuk serikat padat atau massa kompak.
A. Kelompok Pengelasan:
Terutama dua kelompok pengelasan yang digunakan dalam industri:
(1) Pengelasan Otomatis;
(2) Pengelasan Heterogen.
Jenis pengelasan pertama mungkin dari logam serupa; dan jenis kedua dapat berupa logam sejenis atau tidak sejenis yang akan dilas dengan logam atau paduan tambahan ketiga yang memiliki suhu leleh lebih rendah daripada logam yang akan dilas. Ini adalah pengelasan autogenous.
B. Posisi Pengelasan:
Posisi pengelasan terdiri dari lima jenis:
(1) Tangan Datar dan Bawah atau posisi Ground;
(2) Posisi miring;
(3) posisi horizontal;
(4) Posisi vertikal; dan
(5) Posisi di atas kepala.
C. Lereng Las:
Ini adalah sudut yang dibentuk oleh garis akar las dan pelat referensi Horizontal.
D. Rotasi Las:
Ini adalah sudut yang terbentuk antara posisi atas dari bidang referensi vertikal yang melewati garis akar las dan bagian dari bidang yang melewati akar las dan titik pada permukaan las yang berjarak sama dari kedua sisi las.
E. Parameter Pengelasan:
Sebelum pengelasan, beberapa penyebab tindakan atau Parameter harus diikuti:
(1) Klasifikasi dan ukuran elektroda.
(2) Arus dan tegangan rangkaian terbuka.
(3) Panjang lintasan atau lintasan per elektroda kecepatan gerak.
(4) Jumlah dan susunan lintasan pada las multi-run.
(5) Posisi pengelasan.
(6) Persiapan dan pemasangan bagian-bagian.
(7) Urutan pengelasan.
(8) Pemanasan awal dan pasca pemanasan.
