Artikel ini menyoroti empat instrumen teratas yang digunakan untuk mengukur sudut antara dua permukaan. Alat-alat tersebut adalah : 1. Pelindung 2. Pengukur Sudut 3. Klinometer 4. Pengukur Taper.
Instrumen # 1. Pelindung:
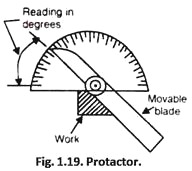
Pelindung adalah alat sederhana yang digunakan untuk mengukur sudut antara dua permukaan suatu bagian, seperti yang ditunjukkan pada Gambar 1.19.
Ini terdiri dari dua bagian:
(i) Alat pengukur sudut dinyatakan dalam derajat dan menit.
(ii) Pedang yang bisa digerakkan.
Alas pelindung dipasang di sepanjang tepi bagian yang akan diukur. Bilah yang dapat digerakkan secara langsung menunjukkan nilai sudut.
Instrumen dapat membaca hingga 1/2 derajat. Jika skala vernier disediakan sepanjang pelindung ini dapat mengukur sudut hingga 5 menit.
Instrumen # 2. Pengukur Sudut:
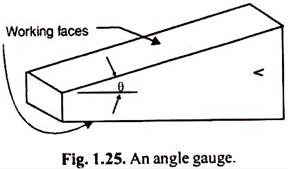
Pengukur sudut, seperti pengukur selip, adalah balok baja yang dikeraskan dengan panjang sekitar 75mm dan lebar 16mm. Mereka berbeda dari pengukur selip dalam arti bahwa permukaan perasnya tidak sejajar satu sama lain, tetapi miring, terukir di atasnya. Untuk mengukur sudut, pengukur sudut lebih akurat daripada bilah sinus. Mereka memungkinkan untuk mengukur setiap sudut antara 0 derajat dan 360 derajat dengan akurasi 0,5 hingga 0,25 detik.
Klasifikasi:
Pengukur sudut diklasifikasikan dalam dua kategori berikut:
- Pengukur Sudut Utama:
Mereka juga disebut sebagai standar laboratorium. Mereka paling mahal dan memiliki akurasi ± 1/4 detik.
- Alat Pengukur Sudut Ruangan :
Mereka kurang akurat dibandingkan pengukur sudut utama. Mereka lebih murah dan memiliki akurasi ± 1 detik.
Set Pengukur Sudut:
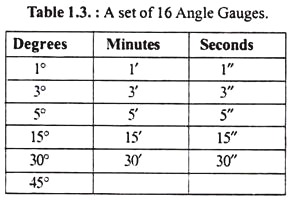
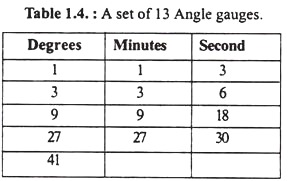
Pengukur sudut tersedia dalam dua set berbeda seperti yang ditunjukkan pada tabel 1.3 dan 1.4.
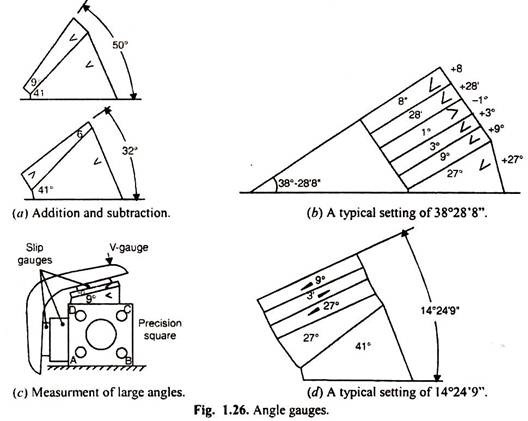
Pada pandangan pertama, tidak mungkin mengukur ratusan ribu sudut dengan beberapa balok, tetapi dimungkinkan dengan penambahan dan pengurangan balok-balok ini.
Blok sudut mungkin salah bersama dalam berbagai kombinasi, seperti pengukur selip. Salah satu ujung setiap blok sudut diberi tanda plus, sedangkan ujung lainnya diberi tanda minus.
Mereka dirancang sedemikian rupa sehingga dapat digabungkan dalam posisi plus atau minus. Dua ujung sempit bersama-sama memberikan penambahan sudut individu, sedangkan ujung sempit terletak berlawanan satu sama lain memberikan pengurangan sudut. Gambar berikut menunjukkan proses persiapan sudut yang diinginkan.
Kegunaan:
Penggunaan alat pengukur sudut adalah sebagai berikut:
(i) Pengukuran cepat sudut antara dua permukaan dalam industri teknik.
(ii) Pengukur sudut yang sering digunakan adalah untuk memeriksa apakah komponen berada dalam toleransi sudut miring.
(iii) Untuk pengukuran sudut lebih dari 90°, dengan menggunakan bujur sangkar presisi beserta pengukur sudut.
(iv) Pengukur sudut lebih akurat daripada batang sinus karena batang sinus melibatkan rumus trigonometri.
(v) Prosedur penyetelan sudut dengan pengukur sudut tidak sekompleks penyetelan sudut dengan batang sinus.
Instrumen # 3. Klinometer:
Klinometer adalah kasus khusus penerapan waterpas. Ini terdiri dari tingkat presisi yang dipasang di dudukan yang dipasang ke bagian yang dapat diputar. Anggota ini dapat dengan mudah diputar di sekitar pusatnya dan mengatur kemiringan yang diinginkan relatif terhadap alas instrumen. Basis instrumen bertindak sebagai permukaan datum. Kecenderungan ini dapat langsung dibaca dari skala melingkar yang disediakan pada instrumen.
Kegunaan:
Berikut ini adalah beberapa kegunaan penting dari klinometer:
Sebuah klinometer digunakan untuk pengukuran sudut yang disertakan dari dua permukaan komponen yang berdekatan dengan bantuan pelat permukaan dan paralel seorang insinyur. Klinometer presisi dapat membaca langsung hingga 3 detik busur.
Prosedur Pengukuran sudut:
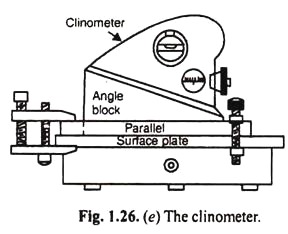
Gambar 1.26 (e) menunjukkan pengaturan untuk mengukur sudut suatu komponen. Pertama-tama jepit paralel insinyur ke pelat permukaan yang sesuai.
Tempatkan klinometer pada pelat permukaan dan letakkan di sisi paralel insinyur. Sesuaikan klinometer hingga sprit level membaca nol dan catat pengaturan sudut yang diperoleh.
Sekarang, lepaskan klinometer dan letakkan Komponen pada pelat permukaan di sisi paralel.
Tempatkan kolinometer pada permukaan miring komponen dan sejajarkan dengan tepi komponen seperti yang ditunjukkan pada Gambar 1.26 (e).
Sesuaikan klinometer hingga sprit level terbaca nol, dan catat lagi pembacaan sudut. Sudut sebenarnya dari komponen jelas diberikan oleh perbedaan antara dua pengaturan sudut.
Instrumen # 4. Pengukur Lancip:
Taper dapat diukur dengan enam cara berbeda, menggunakan:
(i) Sine bar dan dial gauge,
(ii) Bola dan rol presisi,
(iii) Pelindung bevel vernier,
(iv) Mikroskop ruang alat,
(v) Mesin pengukur lancip,
(vi) Kolimeter otomatis,
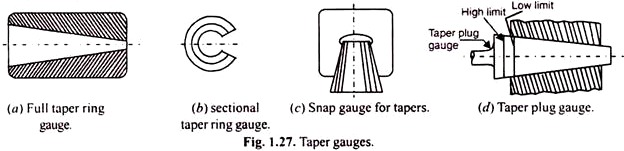
Taper gauge juga digunakan untuk pengecekan lancip secara cepat.
Berbagai pengukur lancip ditunjukkan pada gambar:
Memeriksa lancip:
Untuk memeriksa lancip, ada dua tes yang dilakukan:
(i) Untuk memeriksa keseragaman taper.
(ii) Untuk memeriksa ukuran lancip.
(i) Untuk Memeriksa Keseragaman Taper:
Pertama, garis lurus digambar dengan kapur atau pensil di sepanjang elemen lancip. Kemudian poros dimasukkan dengan hati-hati ke dalam pengukur cincin lancip.
Sekarang menerapkan gaya aksial kecil dan gaya sedikit memutar sehingga permukaan lancip dari poros dan dudukan pengukur dengan benar. Jika lancip poros lurus seragam dan sudut lancip benar, tanda kapur akan digosok secara merata di sepanjang lancip. Di sisi lain, jika ada ketidaktepatan dalam lancip, garis kapur akan tergores di titik-titik saja.
Jika lubang taper akan diperiksa, garis kapur digambar pada alat pengukur taper plug,
(ii) Untuk Memeriksa Ukuran Lancip:
Saat memeriksa lancip poros, diameter ujung besar pengukur cincin lancip dibuat lebih kecil dari diameter ujung besar poros lancip.
Karena itu, ketika batang lancip dan pengukur cincin lancip dikawinkan, ujung besar poros tidak akan masuk ke pengukur cincin dan akan berada pada jarak tertentu. Jarak ini tergantung pada ‘lancipnya poros’ dan perbedaan diameter ujung yang besar dari pengukur cincin dan poros lancip.
Mari kita ambil contoh,
Dimana lancip pada poros adalah 1 dalam 20
Selisih besar diameter ring gauge dan taper shaft adalah 2 mm.
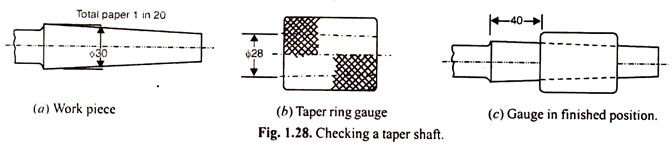
Oleh karena itu, ketika keduanya dikawinkan, ujung besar poros dan pengukur akan berjarak 40 mm (20 x 2), jika ukuran lancipnya benar.
